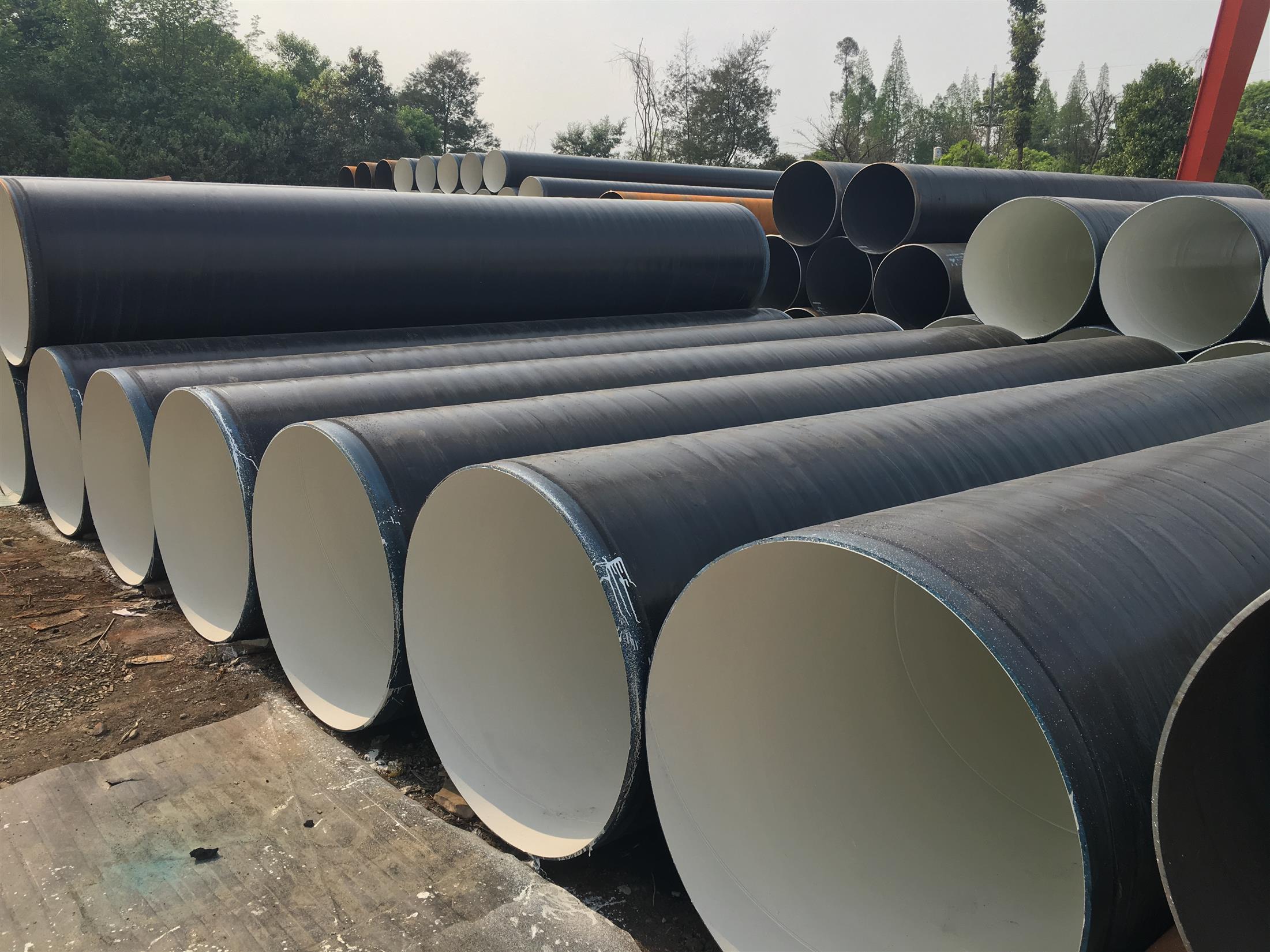
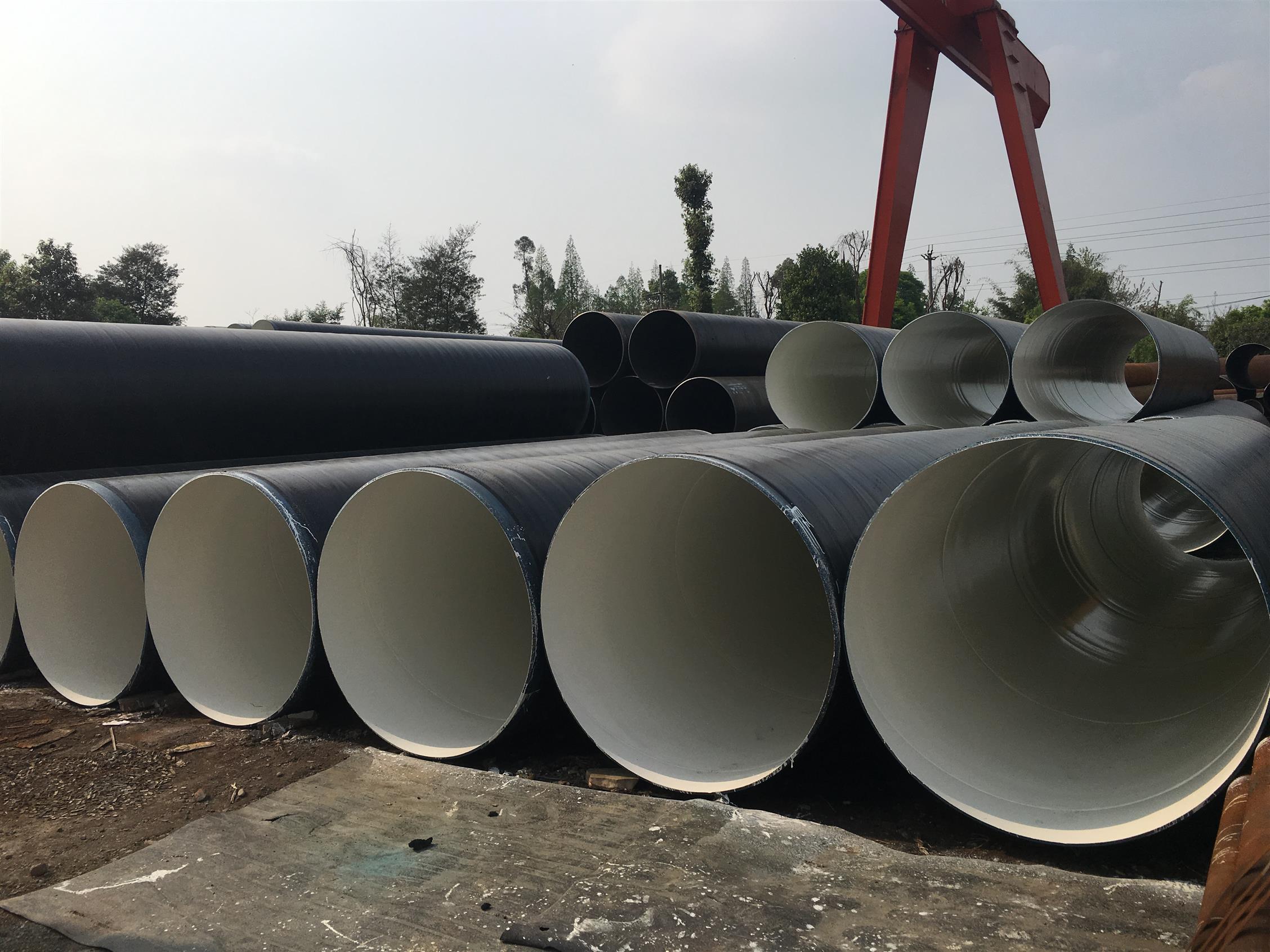
螺旋钢管防腐钢管
质量等级正品(受理质量异议)
加工服务定制样品
配送服务可配送到厂
货物销售类型现货
计重方式过磅
产品表面描述光滑
型钢螺旋钢管
生产方式热扎
销售方式厂家直发
记重方式过磅或者理计
公称直径DN200(更多见下方附件一)
长度6米或12米
一般的螺旋钢管的出产技术可以分为冷拔与热轧两种,冷轧螺旋钢管的出产流程一般要比热轧要凌乱,管坯先要进行三辊连轧,揉捏后要进行定径测验,假设表面没有照应裂纹后圆管要通过割机进行切开,切开成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是不是有许多的起泡发作,假设有许多的起泡发作阐明钢管的质量达不到照应的标准。外观上冷轧螺旋钢管要短于热轧螺旋钢管,冷轧螺旋钢管的壁厚一般比热轧螺旋钢管要小,但是表面看起来比厚壁螺旋钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。热轧螺旋钢管的交货情况一般是热轧情况通过热处理后进行交货。热轧螺旋钢管在通过质检后要通过工作人员的严峻的手艺挑选,在质检后要进行表面涂油,然后紧接着是屡次的冷拔试验,热轧处理后要进行穿孔的试验,假设穿孔扩径过大就要进行矫直纠正。在矫直后再由传送设备传送到探伤机进行探伤试验,终究贴上标签、进行标准编排后放置到到库房当中。
防腐螺旋钢管厂家,防腐螺旋钢管在施工过程中的注意事项:
1、施工时必须在良好的通风条件下进行,长时间施工,应注意防护;
2、施工现场严禁明火;
3、钢铁表面温度应高于3℃不便手工施工;
4、严禁雾、雨、雪天及湿度超过85%时施工;
5、施工温度应大于10℃。

防腐螺旋钢管厂家底漆的质量控制流程:
1、螺旋钢管的表面处理应干净彻底。防腐用底漆和面漆的层数和颜色应符合设计要求。厚度应符合测厚仪测量的设计要求;
2、认真组织工序交接,前一道工序不合格,下一道工序禁止施工,并及时办理工序交接手续;
3、防腐用涂料材料和颜色应根据设计院的要求选择。该产品必须有批准证书。在保质期内,油漆和防腐材料应根据制造商的要求和一般施工要求进行混合。油漆在使用前应进行颜色编码。防腐螺旋钢管检验现场;
4、除锈后,应对螺旋钢管表面进行自检。检验合格后,进行联合检验。只有在通过检查后,才能涂漆。所有链接都应具有良好的质量;
5、防腐螺旋钢管涂漆后,油漆表面应平整光滑,色调一致;
6、严格控制防腐钢管的生产过程。每道工序必须符合质量标准,并做好自检记录,确保防腐钢管生产过程的可追溯性;
7、生产防腐螺旋钢管时,必须在每道油漆涂刷前清洁表面,以保证表面无污垢和灰尘。只有在表面清理干净后,才能涂上油漆;
8、防腐螺旋钢管制造商完善的质量保证体系使工程质量得到控制。

大口径螺旋焊接钢管采用卷板,利用螺旋管焊接生产线一次成型。国内已可生产DN3620mm螺旋焊接钢管。螺旋焊管受加工工艺影响,管材存在较大残余应力,这部分残余应力与管道运行期间工作应力组合后,降低了管道承受内压的能力。另外,螺旋焊接管的焊缝较直缝焊管的焊缝长,这就意味着薄弱环节多,可靠性差。但由于输水工程管道内压一般不算太高,即使螺旋焊接管存在上述问题也不影响其应用。按材质可分为灰口铸铁管和延性铸铁管,由于灰口铸铁管口径不大、材质不稳定,因此事故较多,在输水工程中基本不采用。延性铸铁管也称为球墨铸铁管,其强度比钢管大,延伸率也高出10%。另外,现有些厂家生产的球墨铸铁管没进行退火处理,称为铸态球墨铸铁管,其材质的性能除延伸率低于球墨铸铁管外,其余性能指标均与球墨铸铁管相似,价格也低,应用也较多。大口径螺旋钢管焊接的时候时常会出现一些小缺陷,种,气泡现象,主要黑丝因为氢气没有完全被排除导致的,一般都是在焊道的中间出现,要想去除气泡就必须除去钢管里面的湿气.第二种,裂纹,这种现象一般分为两种原因,一方面是硫化物侵入到管道的内部产生的,另一方面则是热裂纹,消除这种裂纹的方式很简单,只需要将垫板放在起弧和息弧中间就可以了.第三种,是煤渣,这一般都是金属残留物里自带的一种煤渣.第四种,焊透度的意思就是金属的重叠程度还不够多.第五种,当焊缝中心出现沟槽的时候就说明螺旋钢管出现了咬边的情况.螺旋钢管的这些缺陷比较常见,如果不是大面积的话还是不影响使用的。

螺旋焊管统称的种类:螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊管。1.承压流体输送,用螺旋缝埋弧焊钢管SY5036-83,主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管SY5038,用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管SY5037,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。??现在螺旋钢管的常用标准一般分为:SY/T5037(部标、也叫普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1(国标、也叫石油天然气工业输送钢管交货技术条件部分:A级钢管(到目前要求严格的有GB/T9711.2 B级钢管))、API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、SY/T5040(桩用螺旋焊缝钢管)。SY/T5037是石油部设标准一般都称做部标GB9711.1国标螺旋管,石油天然气工业输送钢管。gzx
输水用螺旋钢管的焊缝比直缝管长,如管长为L,则焊缝长度为L/cos(θ)。而钢管缺陷的绝大部分集中在焊缝及热影响区,焊缝长就意味着缺陷出现的概率大,这是长期制约螺旋焊管更加广泛应用的主要原因,也是长期以来争论不休的螺旋管与直缝管,特别是与UOE钢管相比谁更优越的问题。螺旋管制造技术发展到今天,我们应该全面地、正确地进行评价和比较,重新认识螺旋管焊缝较长的问题。先,由于缺陷与焊缝相平行,故对螺旋管来说,其焊缝的缺陷为“斜缺陷”。在使用过程中,钢管的主应力方向,即钢管轴线方向的当量缺陷长度比直缝管小;其次,由于管线钢均为轧制钢板,冲击韧性有较大的各向,顺轧制方向的CVN值可比垂直于轧制方向的CVN值高3倍。直缝管所受的主应力恰恰垂直于管材抗冲击能力低的方向,而螺旋管则错开了管材抗冲击能力低的方向,使螺旋管焊缝长的劣势转变成了优势。输水用螺旋管在生产时,错边时有发生,其影响因素很多。在生产实践中,往往由干错边超差而使钢管降级。因此分析螺旋管错边产生的原因及其预防措施是很有必要的。在螺旋管成型中,钢带的镰刀弯会不断地改变成型角,导致焊缝间隙变化,从而产生开缝,错边甚至搭边。严重影响了钢管的质量,故观测钢带卷开卷后的镰刀弯情况,通过控制立辊使圆盘剪能切除部分镰刀弯以及成型角的连续控制和纠偏是在生产过程中减少钢带镰刀弯产生错边的有效办法。
目前对螺旋钢管生产高标准要求,各生产厂家对生产设备都有了大幅提高,生产国标标准螺旋钢管要想把合格率提高到98%及以上,必须用设备,做为设备必须带有铣边机,因为现阶段我国螺旋钢管焊接都是双面埋弧焊焊接,为了保证焊接效果理想,铣边机起了不可估量的作用,铣边机主要工作就是把原材料两边给弄整齐,再就是把焊接处弄成利于焊接的V字型,自动埋弧焊焊接螺旋钢管起来气孔少,焊透率高,夹杂少,给修补螺旋钢管的工人带来了大的便利,螺旋钢管外表面基本无补焊,无错边。输水用的管道就是螺旋焊管,用螺旋焊管是有道理的,因为螺旋焊管在输水管道上的使用,能够在的程度上防止水垢的产生,且经过输送的水,经,不锈钢材质也是目前的一种能够安全的、健康的植入人体的材料。输水管道的发展经历了几代的变换,其目的就是为了让市民能够持久的喝上干净、放心的引用水。听老辈人常谈,在以前的时代,人们多是喝河水、雨水、井水,在不卫生的同时,还要通过人力到很远的地方去挑水。随着国家的发展,直到工业化走入人们的生活,“自来水”这一新兴的概念进入了人心,由于它简便的操作和干净赢得了广大市民的心。然而,这样并不足以保证水质是的干净,因为在传输的过程中,使用久的管道往往会有很多的致病,随后在经过深研研究,认为螺旋焊管这种输水管是的选择。
http://www.shuangqing88.com