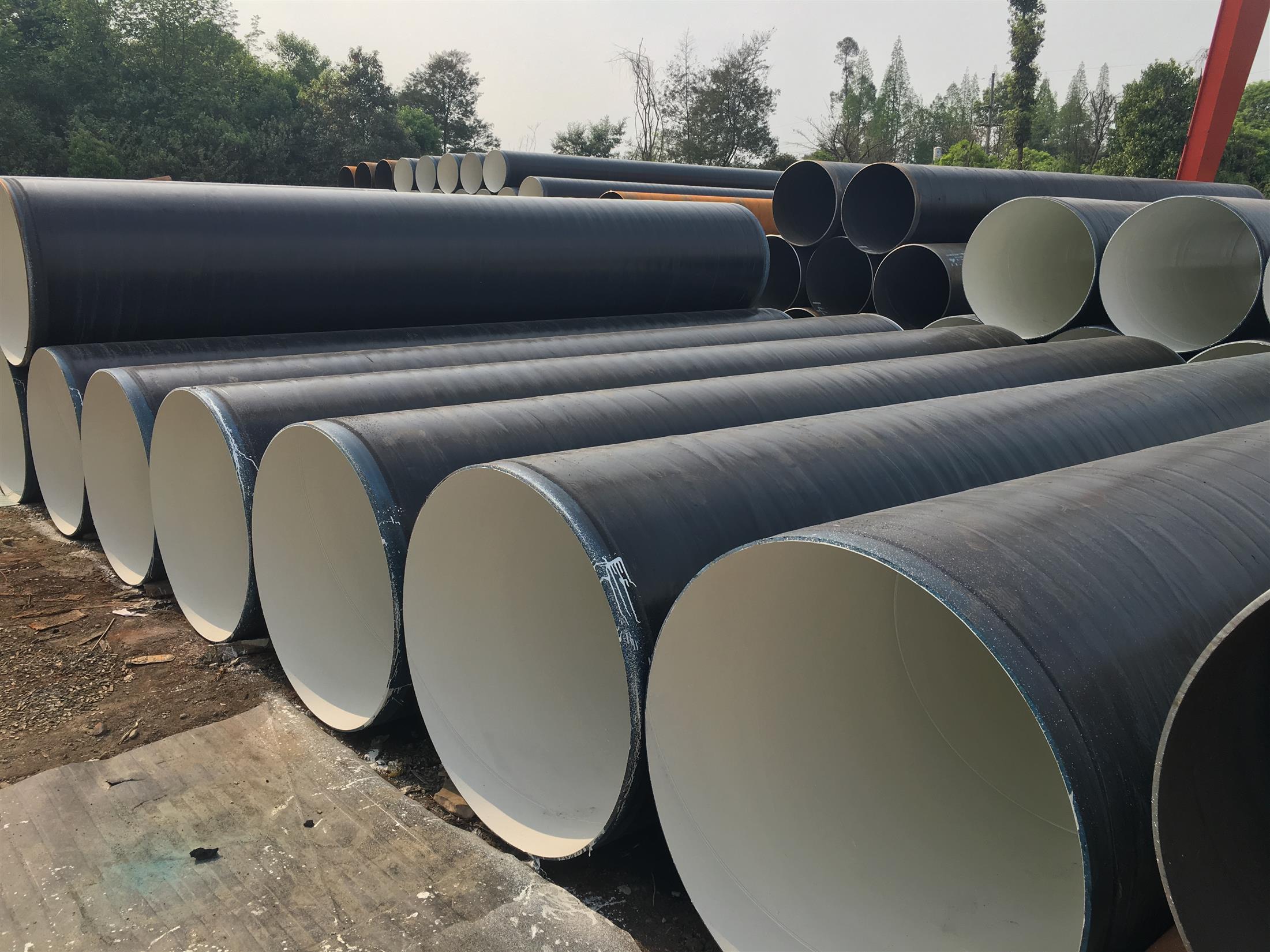
螺旋钢管防腐钢管
质量等级正品(受理质量异议)
加工服务定制样品
配送服务可配送到厂
货物销售类型现货
计重方式过磅
产品表面描述光滑
型钢螺旋钢管
生产方式热扎
销售方式厂家直发
记重方式过磅或者理计
公称直径DN200(更多见下方附件一)
长度6米或12米
螺旋钢管管材的优势, 厚壁钢管表面坚固的氧化膜使不锈钢在包括软水在内的所有水质中都具有优异的耐腐蚀性,即使埋地使用也有优良的耐蚀性,而且还有很好的耐冲蚀性能。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。螺旋管及其标准分类:承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管(SY5038-83),用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用
螺旋钢管是一种笼统的叫法,一般是指直径大于1米的螺旋钢管。螺旋钢管是用钢带经过弯曲成型,然后经焊接制成。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为12米,常要求定尺交货。大口径螺旋钢管在生产时,错边时有发生,其影响因素很多。在生产实践中,往往由干错边超差而使钢管降级。因此分析大口径螺旋钢管错边产生的原因及其预防措施是很有必要的。钢带的镰刀弯是造成钢管错边的主要因素。在螺旋焊管成型中,钢带的镰刀弯会不断地改变成型角,导致焊缝间隙变化,从而产生开缝,错边甚至搭边。严重影响了钢管的质量,故观测钢带卷开卷后的镰刀弯情况,通过控制立辊使圆盘剪能切除部分镰刀弯以及成型角的连续控制和纠偏是在生产过程中减少钢带镰刀弯产生错边的有效办法。
防腐螺旋钢管厂家底漆的质量控制流程:
1、螺旋钢管的表面处理应干净彻底。防腐用底漆和面漆的层数和颜色应符合设计要求。厚度应符合测厚仪测量的设计要求;
2、认真组织工序交接,前一道工序不合格,下一道工序禁止施工,并及时办理工序交接手续;
3、防腐用涂料材料和颜色应根据设计院的要求选择。该产品必须有批准证书。在保质期内,油漆和防腐材料应根据制造商的要求和一般施工要求进行混合。油漆在使用前应进行颜色编码。防腐螺旋钢管检验现场;
4、除锈后,应对螺旋钢管表面进行自检。检验合格后,进行联合检验。只有在通过检查后,才能涂漆。所有链接都应具有良好的质量;
5、防腐螺旋钢管涂漆后,油漆表面应平整光滑,色调一致;
6、严格控制防腐钢管的生产过程。每道工序必须符合质量标准,并做好自检记录,确保防腐钢管生产过程的可追溯性;
7、生产防腐螺旋钢管时,必须在每道油漆涂刷前清洁表面,以保证表面无污垢和灰尘。只有在表面清理干净后,才能涂上油漆;
8、防腐螺旋钢管制造商完善的质量保证体系使工程质量得到控制。

螺旋钢管在出厂之前应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。直缝钢管的质量检测方法如下:
1、从表面上判断,也就是在外观检验。焊接接头的外观检验是一种手续简便而又应用广泛的检验方法,是成品检验的一个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。一般通过肉眼观察,借助标准样板、量规和放大镜等工具进行检验。若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能;
2、物理方法的检验:物理的检验方法是利用一些物理现象进行测定或检验的方法。材料或工件内部缺陷情况的检查,一般都是采用无损探伤的方法。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等;
3、受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验更为灵敏和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大。进行试验时,必须遵守相应的安全技术措施,以防试验过程中发生事故;
4、致密性检验:贮存液体或气体的焊接容器,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松组织等,可用致密性试验来发现。致密性检验方法有:煤油试验、载水试验、水冲试验等;
5、静水试验 每根钢管应做静水压试验而无渗漏现象,试验压力按下试计算 P=2ST/D 式中S—静水压试验的试验应力Mpa,静水试验的试验应力按相应钢带标准规定屈服度小值(Q235为235Mpa)的60%选取。 稳压时间:D<508试验压力保持时间不少于5秒; D≥508试验压力保持时间不少于10秒 4 无损检测 钢管的补焊焊缝、钢带对头焊缝及环向缝应进行X射线或超声波检验。对于可燃普通流体输送用的钢向的螺旋焊缝应进行SX射线或超声波检验,对用于水、污水、空气、采暖蒸汽等普通流体输送用的钢管的螺旋焊缝应进行X射线或超声波检验抽查(20%)。

根据螺旋钢管质量检验结果,通常将螺旋钢管分为三类:合格品、返修品和废品。合格品指外观质量和内在质量符合有关标准或交货验收技术条件的螺旋钢管;返修品指外观质量和内在质量不完全符合标准和验收条体,但允许返修,返修后能达到标准和验收条件的螺旋钢管;废品指外观质量和内在质量不合格,不允许返修或返修后仍达不到标准和验收条件的螺旋钢管。

螺旋钢管用途:
螺旋钢管主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是我国开发的二十个重点产品之一。螺旋钢管作液体输送用:给水、排水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。
螺旋焊接钢管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面,有其他工艺无法比拟的优势,可满足用户在螺旋钢管规格方面更多的要求。螺旋钢管的直径和尺寸规格范围要灵活掌握,利用自身具有的良好优势,们组更多用户的广泛需求,是螺旋钢管能够得到普及和推广。钢制管道一般是用Q235碳素钢为原料加工生产的,由于其具有较大的机械强度,可以承受较大的内外压力,可以制作成直径超过800 mm的输水管道,是目前我国为常用的大口径埋地管道之一。焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。按焊缝形状可分为直缝焊管和螺旋焊管。电焊钢管用于石油钻采和机械 制造业等。炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。焊接钢管比无缝钢管成本低、生产效率高。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度。
http://www.shuangqing88.com