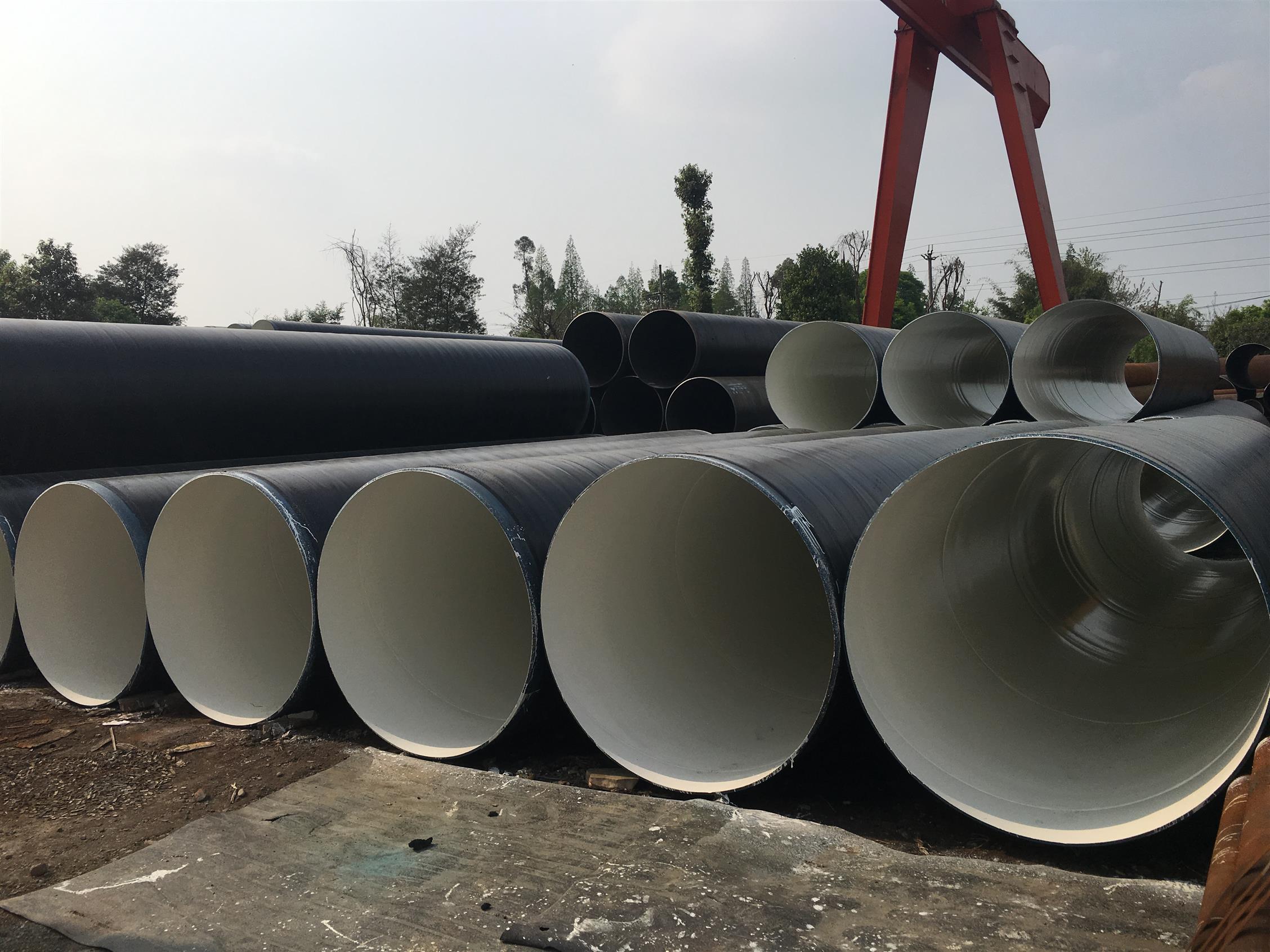
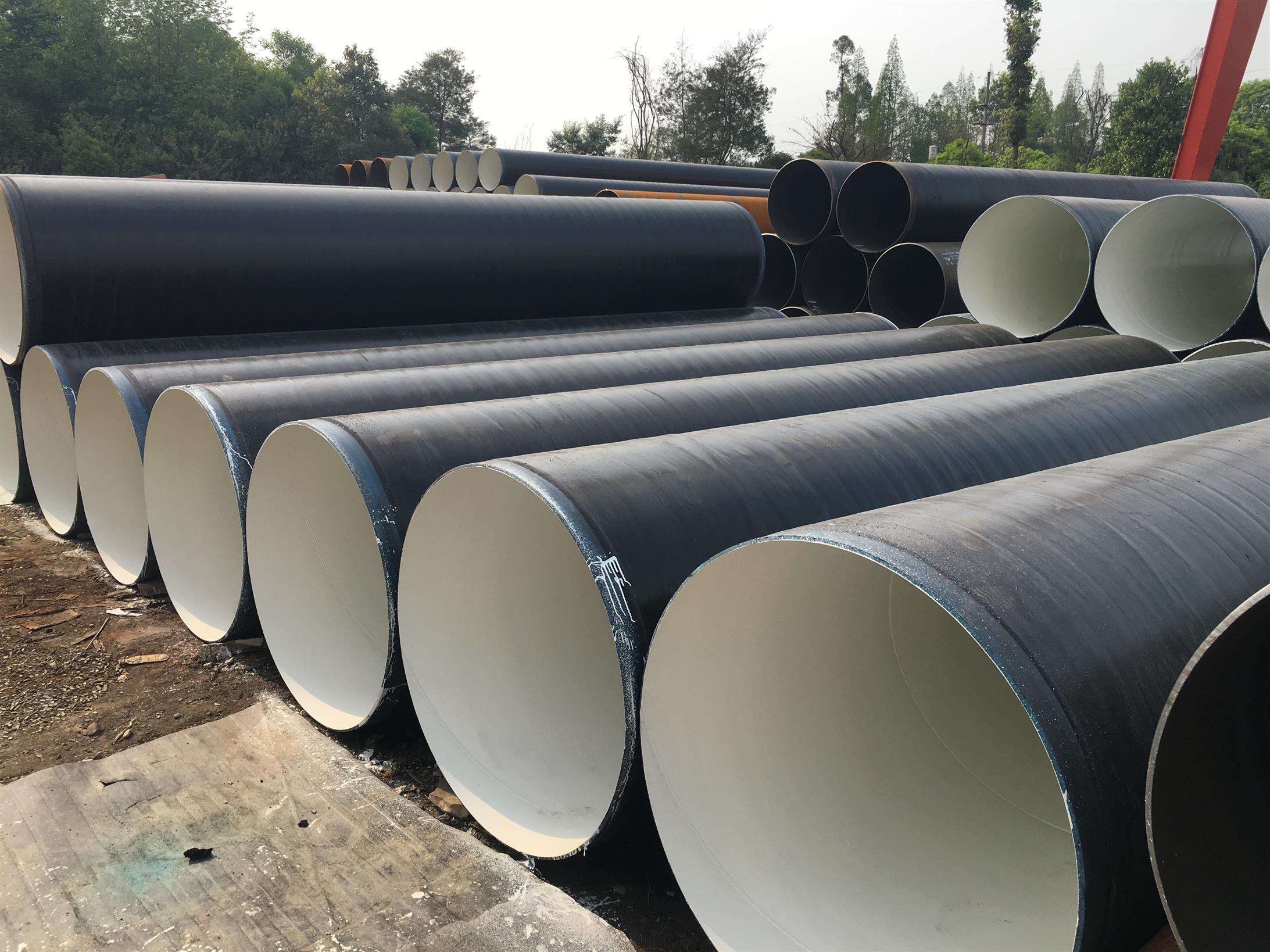
螺旋钢管防腐钢管
质量等级正品(受理质量异议)
加工服务定制样品
配送服务可配送到厂
货物销售类型现货
计重方式过磅
产品表面描述光滑
型钢螺旋钢管
生产方式热扎
销售方式厂家直发
记重方式过磅或者理计
公称直径DN200(更多见下方附件一)
长度6米或12米
螺旋钢管的工艺都是双面埋弧焊接,双面埋弧焊技术是在1940年发明并使用的,它的焊接过程与手工焊接有相同的地方,是利用渣保焊,螺旋钢管埋弧焊与手工焊不同的地方就是焊丝和焊剂分离,手工焊是焊丝焊剂一起的。焊丝采用盘状,即整盘使用,可连续也可间断,从某种意义上说螺旋钢管能够把焊丝做到一毫米也不浪费,焊丝工作时是在焊剂的包围的内部进行焊接所以叫埋弧焊接,这样焊接出来的质量高,螺旋钢管对焊丝和焊剂的选择要求较高,原材料不同材质对应不同的焊丝焊剂,尤其是在目前生产高标准螺旋钢管的情况下,更得选择合适的焊丝和焊剂了。
螺旋钢管钢质管道腐蚀的分类和破坏形式 金属管道腐蚀的现象与机理比较复杂,常用的分类方法如下:按腐蚀的环境分类,可分为化学介质腐蚀、大气腐蚀、海水腐蚀和土壤腐蚀等;按腐蚀过程的特点和机理分类,可分为化学腐蚀(包括气体腐蚀和非电解质溶液中的腐蚀)、电化学腐蚀、物理腐蚀等。 金属管道腐蚀的破坏形式,有均匀腐蚀和局部腐蚀两大类,均匀腐蚀是在整个金属管道表面均匀地发生腐蚀,均匀腐蚀一般危险性较小。局部腐蚀是整个金属管道局限于一定的区域腐蚀,而其他部位则几乎未被腐蚀,局部腐蚀包括小孔腐蚀、斑点腐蚀、电偶腐蚀、应力腐蚀破裂、晶间腐蚀、磨损腐蚀、氢脆、腐蚀等。管道局部腐蚀的危害性很大,容易被人们所忽视。在我国因管道局部腐蚀使燃气、给水管道被破坏造 员伤亡、财产损失的现象时有发生。
防腐螺旋钢管厂家在防腐螺旋钢管工程上,工艺操作参数不宜直接作为压力管道的设计条件,要考虑工艺操作的波动、相连设备的影响、环境的影响等因素,而在工艺操作参数的基础上给出一定的安全裕量作为设计条件。

螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。
2.如间隙过小则造成邻近效应,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。
将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
螺旋钢管工艺特点:
a. 成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面具有其他工艺无法比拟的优势, 可满足用户在螺旋钢管规格方面更多的要求。
b. 采用的双面埋弧焊的工艺,可在佳位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量。
c. 对钢管进行的质量检查,使钢管生产的全过程均在有效的检测、之下,有效地保证了产品质量。
d. 整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由控制室对生产过程中的技术参数。
堆放原则要求
1、螺旋钢管堆码的原则要求是在码垛稳固、确保安全的前提下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止搅浑和相互侵蚀;
2、禁止在螺旋钢管垛位四周存放对钢材有侵蚀作用的物品;
3、螺旋钢管垛底应垫高、坚固、平整,防止材料受潮或变形;
4、同种材料按入库先后分别堆码;
5、露天堆放的螺旋钢管型钢,下面必需有木垫或条石,垛面略有倾斜,以利排水,并留意材料安放平直,防止造成弯曲变形;
6、螺旋钢管堆垛高度,人工功课的不超过1.2m,机械功课的不超过1.5m,垛宽不超过2.5m;
7、垛与垛之间应留有一定的通道,检查道一般为0.5m,出入通道视材料大小和运输机械而定,一般为1.5~2.0m;
8、露天堆放角钢和槽钢应俯放,即口朝下,工字钢应立放,钢材的I槽面不能朝上,以免积水生锈;
9、垛底垫高,若仓库为向阳的水泥地面,垫高0.1m即可;若为泥地,须垫高0.2~0.5m。若为露天场地,水泥地面垫高0.3~0.5m,沙泥面垫高0.5~0.7m。

螺旋钢管有别于无缝管,容易理解。钢管中,直径很大的就要作成螺旋钢管了,是由钢带缠绕做成,焊缝也是螺旋形。焊管中,直径较小的可以使用带钢由联合制管机组联合完成(包括焊接和切断),焊缝是直缝,厚壁螺旋钢管管材的优势, 厚壁钢管表面坚固的氧化膜使不锈钢在包括软水在内的所有水质中都具有优异的耐腐蚀性,即使埋地使用也有优良的耐蚀性,而且还有很好的耐冲蚀性能。螺旋焊管的强度yi般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。螺旋钢管中自动超声波探伤,手工超声波探伤,工业电视X射线探伤,X射线拍片探伤四种方法在管端探伤的长短处。从而强调X射线拍片探伤在螺旋焊管设备焊缝探伤中的重要地位,以确保在一些诸如油,燃气等危险介质输送的螺旋埋弧焊压力管道的焊缝质量。钢护筒用螺旋钢管的用途很广泛,被用在建筑,港口机械,桩管以及 各种输送管线方面,其无损检测方法主要是自动超声波探伤,手工超声波探伤,工业电视X射线探伤和X射线拍片等,依照不同的要求和不同的标准,选用一种或多 种无损检测方法并来检测其焊缝质量。现用在诸如油,燃气等压力管道上的螺旋埋弧焊管,由于对焊缝质量要求颇高,往往是这四种无损检测方法同时并用,而焦点 往往又集中在管端探伤。因为管端探伤不仅具有管身探伤的特点,而且由于焊缝位置特别,对探伤来说难度高于管身,加上还有倒棱和扩径以及现场对接将再次施焊 等实际问题,因而管端探伤地位相当重要。在四种无损检测方法同时并用的情况下,如何突出重中之重,对于确实把握和控制埋弧螺旋焊管焊缝质量应该是有益的。gzx

防腐螺旋钢管厂家为确保总体质量,选择3PE防腐材料,更显示出他的重要性。防腐螺旋钢管的涂层目前所采用的成型方式是环氧粉末静电与热喷涂、中间胶粘剂与外层聚乙烯挤出机热挤出缠绕或挤压包覆成型。3PE防腐钢管三层结构聚乙烯防腐层(3PE)综合了熔结环氧粉末涂层和挤压聚乙烯两种防腐层的优良性质。
螺旋钢管的应用实例在农业工程中,排污管道螺旋焊接钢管也起到了一定的作用,灌溉用管、深井管、排水管等等,?帮?助农民伯伯节省了不少力气。运输石油的过程中,排污管道螺旋焊接钢管用作保送管道的作用。污水排放用螺旋钢管应用行业于煤矿、电厂、污水处置、消防、石油、市政工程、化工、高速公路上产品运用。在城市树立中,排污管道螺旋焊接钢管用于高层修建给水、热网供热、自来水工程、燃气保送、埋地输水等等,为市政树立做了不少的贡献。在煤矿工程中,排污管道螺旋焊接钢管主要起到煤矿井下供排水、井下喷浆、正负压通风、抽放瓦斯、消防洒水等管网作用。在电厂中,排污管道螺旋焊接钢管主要被用作热电厂工艺水废渣、回水保送管道。污水排放用螺旋钢管作为一种在国民经济建设中的管材,其使用寿命应看其所在工程防腐处理,具例子说明一下,像城市供热管网,保温前以形成高速喷射束将喷料高速喷射到需要处理的工件表面,使工件表面的外表面的外表或形状发生变化由于对工件表面的冲击和切削作用,使工件的表面获得一定的清洁度和不同的粗糙度,使工件表面的机械性能得到改善,因此提高了工件的抗疲劳性,增加了它和涂层之间的附着力,延长了涂膜的耐久性,这样钢管内壁的除锈工作很,所以你这种防腐处理少要保证钢管外壁二十年不腐蚀。至于螺旋带状擦伤的防止非常简单,去掉螺旋输送改为此办法即可。钢桩作为海港码头的重要结构,其在严酷的海洋环境下的防腐蚀日益受到重视。对于长使用寿命海港码头钢桩,推荐钢桩水上部分采用重防腐涂层,水下采用涂层和阴保护的防腐技术。 ?海港码头多采用钢板桩或钢管桩结构,严酷的海水环境对钢桩的腐蚀非常剧烈,选材不当设计不合理、不采取保护措施往往使得码头过早地需要维护加固,甚至报废。国内外钢桩的防腐措施主要有腐蚀裕量法、耐腐蚀钢材、涂层防腐、阴保护、涂层和阴保护联合防腐等方法。腐蚀裕量法海港码头多采用钢桩的年腐蚀速率,对整个钢桩增加壁厚来达到设计使用年限。该方法不能降低腐蚀量,腐蚀会造成大量的刚才损失。该方法国内钢桩码头基本上都会采用,以增加其安全系数。腐蚀裕量法解决不了因局部腐蚀所带来的危害。该方法一般作为手段,而不单作为防腐措施使用。
http://www.shuangqing88.com