螺旋钢管防腐钢管
质量等级正品(受理质量异议)
加工服务定制样品
配送服务可配送到厂
货物销售类型现货
计重方式过磅
产品表面描述光滑
型钢螺旋钢管
生产方式热扎
销售方式厂家直发
记重方式过磅或者理计
公称直径DN200(更多见下方附件一)
长度6米或12米
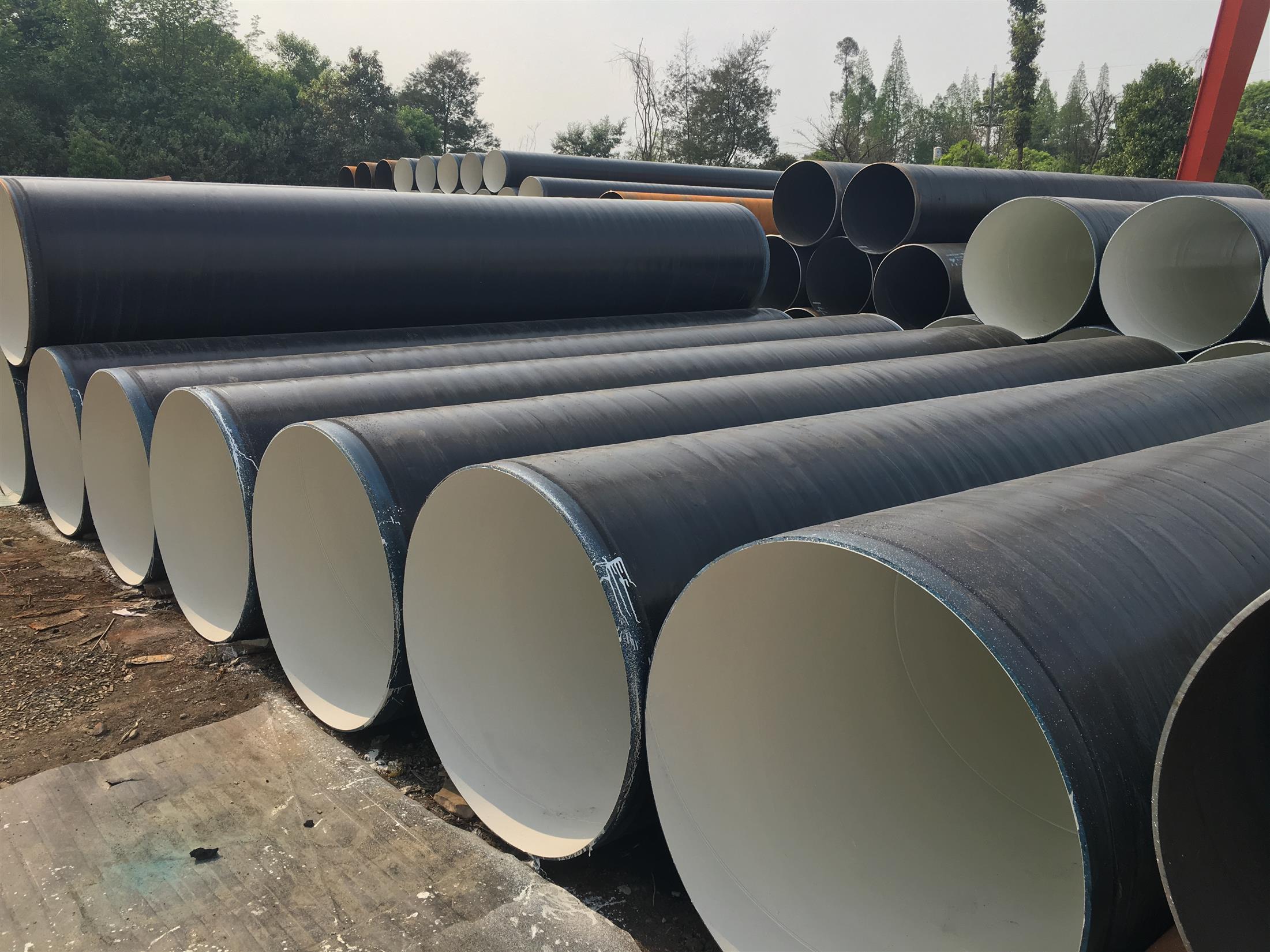
四川成都大口径螺旋钢管生产基地
防腐螺旋钢管厂家产品简述:防腐管是指采用工艺对普通钢管进行防腐化处理,使钢管具有一定的防腐能力。一般用于防水,防锈,防酸碱,防氧化等,防腐钢管厂(防腐管)是指采用工艺对普通钢管进行防腐化处理,使钢管具有一定的防腐能力。一般用于防水,防锈,防酸碱,防氧化等。PE(聚乙烯)防腐管就是用科学的的工艺加工而成的管状物品,它广泛应用于石油输送管线、天然气输送管线、城市燃气输送管线、城市供水输送管线、水煤浆输送管线等方面。

螺旋钢管在出厂之前应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。直缝钢管的质量检测方法如下:
1、从表面上判断,也就是在外观检验。焊接接头的外观检验是一种手续简便而又应用广泛的检验方法,是成品检验的一个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。一般通过肉眼观察,借助标准样板、量规和放大镜等工具进行检验。若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能;
2、物理方法的检验:物理的检验方法是利用一些物理现象进行测定或检验的方法。材料或工件内部缺陷情况的检查,一般都是采用无损探伤的方法。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等;
3、受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验更为灵敏和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大。进行试验时,必须遵守相应的安全技术措施,以防试验过程中发生事故;
4、致密性检验:贮存液体或气体的焊接容器,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松组织等,可用致密性试验来发现。致密性检验方法有:煤油试验、载水试验、水冲试验等;
5、静水试验 每根钢管应做静水压试验而无渗漏现象,试验压力按下试计算 P=2ST/D 式中S—静水压试验的试验应力Mpa,静水试验的试验应力按相应钢带标准规定屈服度小值(Q235为235Mpa)的60%选取。 稳压时间:D<508试验压力保持时间不少于5秒; D≥508试验压力保持时间不少于10秒 4 无损检测 钢管的补焊焊缝、钢带对头焊缝及环向缝应进行X射线或超声波检验。对于可燃普通流体输送用的钢向的螺旋焊缝应进行SX射线或超声波检验,对用于水、污水、空气、采暖蒸汽等普通流体输送用的钢管的螺旋焊缝应进行X射线或超声波检验抽查(20%)。

防腐螺旋钢管厂家清除内毛刺技术难度大,由于去内毛刺的装置在钢管内部,工作环境很差,看不见,摸不到,它受到带钢精度、机组设备精度、成形工艺、焊缝形状等影响,往往得不到保证。国外资料报导,内孔在14㎜以上的防腐螺旋钢管都可以去除内毛刺,实际上内孔25mm以下的内毛刺清除就很困难了。国内技术一般在内孔50mm以上较大直径的焊接钢管可以清除内毛刺。
毛刺宽度通常在0.5~3mm左右,内毛刺高度是不均的,一般为0.2~0.6mm。个别高度可达1mm以上。外毛刺一般用刨削法清除,而内毛刺在钢管内空间小,清除技术难度增加。由于内毛刺的存在,当钢管再进行冷拔或冷轧精加工时,会在钢管内表面形成裂纹、折叠或划痕。因此对于精密焊管,不清除内毛刺就无法达到内表面质量要求,也无法进行后步工序加工。

防腐螺旋钢管厂家:防腐螺旋钢管是3PE防腐层和钢管合成的一种钢管,3PE防腐层的作用就是保护钢管的,3PE防腐层可以延缓酸、碱等化学物质对于钢管的腐蚀,在防腐层的保护下,钢管使用的寿命可以延长10倍,3PE防腐材料具备出色的耐光性及机械强度、优良的耐环境应力开裂性、良好的电性能足够的抗阴剥离和抗环境老化等优势,目前防腐螺旋钢管被广泛应用于管道防腐工程中。尤其是城市燃气管道网,处于人口密集区,管道的安全可靠性能非常重要。
排水用螺旋焊接钢管焊缝表面和焊剂的清洁与干燥也是很必要的。钢板表面处理。为避免开卷矫平脱落的氧化铁皮等杂物进入成型工序,应设置板面清扫装置。热裂纹。在埋弧焊接中,焊道内可产生热裂纹,特别是在起弧和熄弧弧坑处容易发生裂纹。为这种裂纹,通常在起弧和熄弧处装有垫板,并在板卷对焊接结束时,可将螺旋钢管逆转而将焊进叠焊。热裂纹在焊缝应力很大的时候,或者焊缝金属内的si很高的时候容易产生。钢板板边处理。钢板板边应设置铁锈和毛刺装置,以减少产生气孔的可能。装置的位置好安装在铣边机和圆盘剪后,装置的结构是一边2个上下位置可调整间隙的主动钢丝轮,上下压紧板边。焊渣的卷入。卷入焊渣就是在焊缝金属中残存一部分焊渣。焊缝形貌。焊缝的成型系数过小,焊缝的形状窄而深,气体和夹杂物不容易浮出,易形成气孔和夹渣。一般焊缝成型系数控制在1.3-1.5,厚壁螺旋钢管取大值,薄壁取小值。焊透度不佳。内外焊缝金属重叠度不够,有时未焊透。这种情况叫做焊透度不足。减小次级磁场。为了减少磁偏吹的影响,应使工件上焊接电缆的连接位置仅可能远离焊接终端,避免部分焊接电缆在工件上产生次级磁场。
http://www.shuangqing88.com