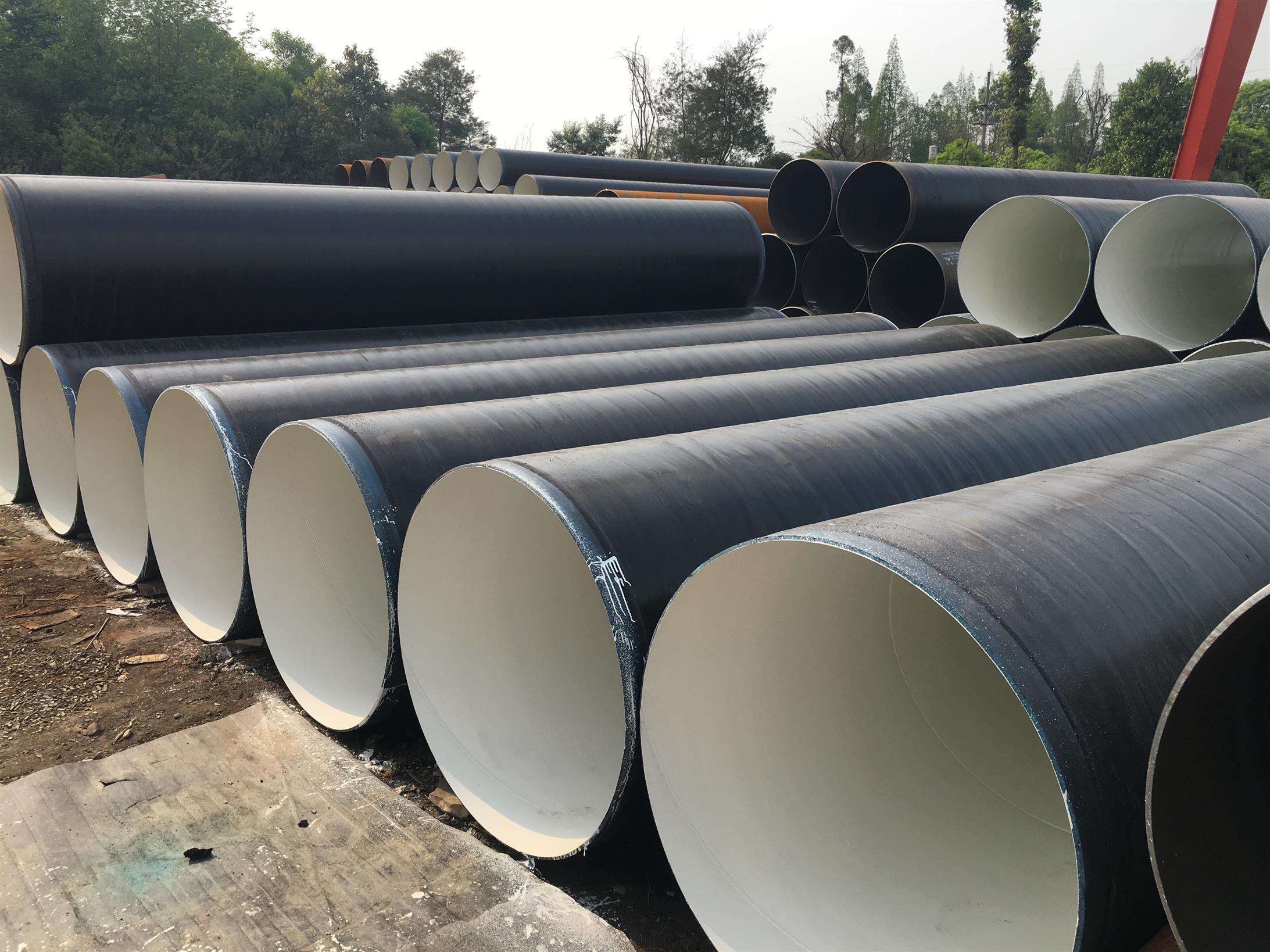
螺旋钢管防腐钢管
质量等级正品(受理质量异议)
加工服务定制样品
配送服务可配送到厂
货物销售类型现货
计重方式过磅
产品表面描述光滑
型钢螺旋钢管
生产方式热扎
销售方式厂家直发
记重方式过磅或者理计
公称直径DN200(更多见下方附件一)
长度6米或12米
生产国标标准螺旋钢管要想把合格率提高到98%及以上,必须用设备,做为设备必须带有铣边机,因为现阶段我国螺旋钢管焊接都是双面埋弧焊焊接,为了保证焊接效果理想,铣边机起了不可估量的作用,铣边机主要工作就是把原材料两边给弄整齐,再就是把焊接处弄成利于焊接的V字型,自动埋弧焊焊接螺旋钢管起来气孔少,焊透率高,夹杂少,给修补螺旋钢管的工人带来了大的便利
大口径螺旋焊接钢管采用卷板,利用螺旋管焊接生产线一次成型。国内已可生产DN3620mm螺旋焊接钢管。螺旋焊管受加工工艺影响,管材存在较大残余应力,这部分残余应力与管道运行期间工作应力组合后,降低了管道承受内压的能力。另外,螺旋焊接管的焊缝较直缝焊管的焊缝长,这就意味着薄弱环节多,可靠性差。但由于输水工程管道内压一般不算太高,即使螺旋焊接管存在上述问题也不影响其应用。按材质可分为灰口铸铁管和延性铸铁管,由于灰口铸铁管口径不大、材质不稳定,因此事故较多,在输水工程中基本不采用。延性铸铁管也称为球墨铸铁管,其强度比钢管大,延伸率也高出10%。另外,现有些厂家生产的球墨铸铁管没进行退火处理,称为铸态球墨铸铁管,其材质的性能除延伸率低于球墨铸铁管外,其余性能指标均与球墨铸铁管相似,价格也低,应用也较多。大口径螺旋钢管焊接的时候时常会出现一些小缺陷,种,气泡现象,主要黑丝因为氢气没有完全被排除导致的,一般都是在焊道的中间出现,要想去除气泡就必须除去钢管里面的湿气.第二种,裂纹,这种现象一般分为两种原因,一方面是硫化物侵入到管道的内部产生的,另一方面则是热裂纹,消除这种裂纹的方式很简单,只需要将垫板放在起弧和息弧中间就可以了.第三种,是煤渣,这一般都是金属残留物里自带的一种煤渣.第四种,焊透度的意思就是金属的重叠程度还不够多.第五种,当焊缝中心出现沟槽的时候就说明螺旋钢管出现了咬边的情况.螺旋钢管的这些缺陷比较常见,如果不是大面积的话还是不影响使用的。

防腐螺旋钢管厂家底漆的质量控制流程:
1、螺旋钢管的表面处理应干净彻底。防腐用底漆和面漆的层数和颜色应符合设计要求。厚度应符合测厚仪测量的设计要求;
2、认真组织工序交接,前一道工序不合格,下一道工序禁止施工,并及时办理工序交接手续;
3、防腐用涂料材料和颜色应根据设计院的要求选择。该产品必须有批准证书。在保质期内,油漆和防腐材料应根据制造商的要求和一般施工要求进行混合。油漆在使用前应进行颜色编码。防腐螺旋钢管检验现场;
4、除锈后,应对螺旋钢管表面进行自检。检验合格后,进行联合检验。只有在通过检查后,才能涂漆。所有链接都应具有良好的质量;
5、防腐螺旋钢管涂漆后,油漆表面应平整光滑,色调一致;
6、严格控制防腐钢管的生产过程。每道工序必须符合质量标准,并做好自检记录,确保防腐钢管生产过程的可追溯性;
7、生产防腐螺旋钢管时,必须在每道油漆涂刷前清洁表面,以保证表面无污垢和灰尘。只有在表面清理干净后,才能涂上油漆;
8、防腐螺旋钢管制造商完善的质量保证体系使工程质量得到控制。

防腐螺旋钢管厂家在防腐螺旋钢管工程上,工艺操作参数不宜直接作为压力管道的设计条件,要考虑工艺操作的波动、相连设备的影响、环境的影响等因素,而在工艺操作参数的基础上给出一定的安全裕量作为设计条件。

螺旋钢管堆放原则要求:
1、螺旋钢管堆码的原则要求是在码垛稳固、确保安全的前提下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止搅浑和相互侵蚀;
2、禁止在螺旋钢管垛位四周存放对钢材有侵蚀作用的物品;
3、螺旋钢管垛底应垫高、坚固、平整,防止材料受潮或变形;
4、同种材料按入库先后分别堆码;
5、露天堆放的螺旋钢管型钢,下面必需有木垫或条石,垛面略有倾斜,以利排水,并留意材料安放平直,防止造成弯曲变形;
6、螺旋钢管堆垛高度,人工功课的不超过1.2m,机械功课的不超过1.5m,垛宽不超过2.5m;
7、垛与垛之间应留有一定的通道,检查道一般为0.5m,出入通道视材料大小和运输机械而定,一般为1.5~2.0m;
8、露天堆放角钢和槽钢应俯放,即口朝下,工字钢应立放,钢材的I槽面不能朝上,以免积水生锈;
9、垛底垫高,若仓库为向阳的水泥地面,垫高0.1m即可;若为泥地,须垫高0.2~0.5m。若为露天场地,水泥地面垫高0.3~0.5m,沙泥面垫高0.5~0.7m。
排水用螺旋焊接钢管焊缝表面和焊剂的清洁与干燥也是很必要的。钢板表面处理。为避免开卷矫平脱落的氧化铁皮等杂物进入成型工序,应设置板面清扫装置。热裂纹。在埋弧焊接中,焊道内可产生热裂纹,特别是在起弧和熄弧弧坑处容易发生裂纹。为这种裂纹,通常在起弧和熄弧处装有垫板,并在板卷对焊接结束时,可将螺旋钢管逆转而将焊进叠焊。热裂纹在焊缝应力很大的时候,或者焊缝金属内的si很高的时候容易产生。钢板板边处理。钢板板边应设置铁锈和毛刺装置,以减少产生气孔的可能。装置的位置好安装在铣边机和圆盘剪后,装置的结构是一边2个上下位置可调整间隙的主动钢丝轮,上下压紧板边。焊渣的卷入。卷入焊渣就是在焊缝金属中残存一部分焊渣。焊缝形貌。焊缝的成型系数过小,焊缝的形状窄而深,气体和夹杂物不容易浮出,易形成气孔和夹渣。一般焊缝成型系数控制在1.3-1.5,厚壁螺旋钢管取大值,薄壁取小值。焊透度不佳。内外焊缝金属重叠度不够,有时未焊透。这种情况叫做焊透度不足。减小次级磁场。为了减少磁偏吹的影响,应使工件上焊接电缆的连接位置仅可能远离焊接终端,避免部分焊接电缆在工件上产生次级磁场。
http://www.shuangqing88.com