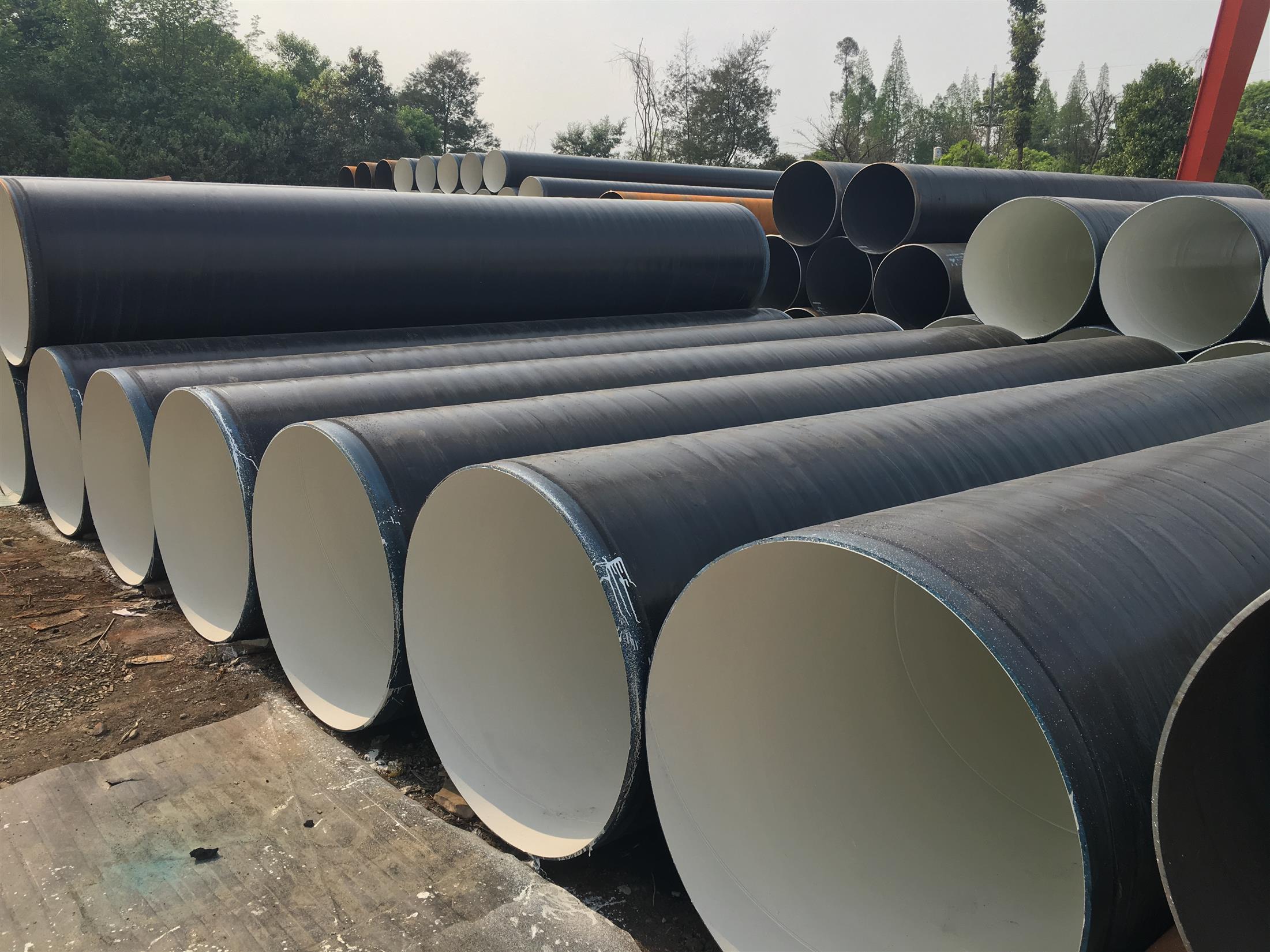
螺旋钢管防腐钢管
质量等级正品(受理质量异议)
加工服务定制样品
配送服务可配送到厂
货物销售类型现货
计重方式过磅
产品表面描述光滑
型钢螺旋钢管
生产方式热扎
销售方式厂家直发
记重方式过磅或者理计
公称直径DN200(更多见下方附件一)
长度6米或12米
一般的螺旋钢管的出产技术可以分为冷拔与热轧两种,冷轧螺旋钢管的出产流程一般要比热轧要凌乱,管坯先要进行三辊连轧,揉捏后要进行定径测验,假设表面没有照应裂纹后圆管要通过割机进行切开,切开成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是不是有许多的起泡发作,假设有许多的起泡发作阐明钢管的质量达不到照应的标准。外观上冷轧螺旋钢管要短于热轧螺旋钢管,冷轧螺旋钢管的壁厚一般比热轧螺旋钢管要小,但是表面看起来比厚壁螺旋钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。热轧螺旋钢管的交货情况一般是热轧情况通过热处理后进行交货。热轧螺旋钢管在通过质检后要通过工作人员的严峻的手艺挑选,在质检后要进行表面涂油,然后紧接着是屡次的冷拔试验,热轧处理后要进行穿孔的试验,假设穿孔扩径过大就要进行矫直纠正。在矫直后再由传送设备传送到探伤机进行探伤试验,终究贴上标签、进行标准编排后放置到到库房当中。
防腐螺旋钢管厂家,防腐螺旋钢管的制作工艺流程:
1、对防腐钢管进行检验,综合各种条件对钢管进行检验,使之符合制作保温钢管的条件。检查钢管有没有被腐蚀,检查并除去钢管上的绣;。
2、把除锈防腐后的钢管套在聚乙烯套管内,进行穿管成型。然就经过封头修补,在里面注入聚氨酯泡沫,要充分填满空隙,使之充分填充。检验防腐钢管,对制作完成的保温钢管进行成品的检验;
3、咱看看环氧树脂防腐螺旋钢管底漆用于供水管线内壁的防腐打底涂装,面漆用于供水管线内壁的防腐面漆。防腐螺旋管是指经过防腐工艺加工处理,可有效防止或减缓在运输与使用过程中发生化学或电化学反应发生腐蚀现象的钢制管道。环氧防腐螺旋钢管内腐蚀介质种类较多,有酸、碱、盐、氧化剂及水蒸气等,涂料必须具有化学惰性、耐酸碱盐腐蚀,涂膜应结构致密,防水渗透性好,附着力强、坚韧丰满。

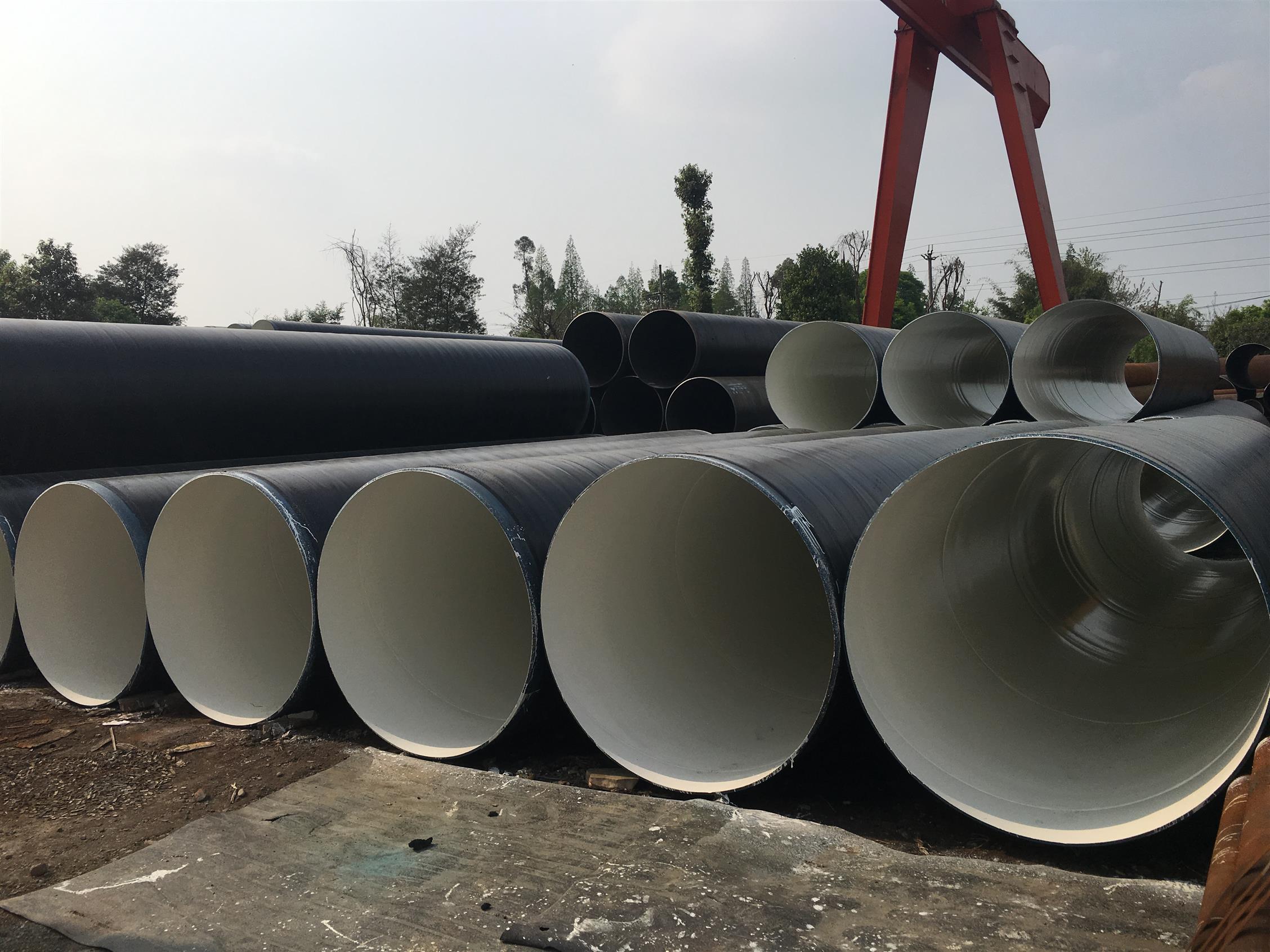
螺旋钢管生产工艺:
1、原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验;
2、带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊;
3、成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理;
4采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送;
5、采用外控或内控辊式成型;
6、采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制;
7、内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量;
8、焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷;
9、采用空气等离子切割机将钢管切成单根;
10、切成单根钢管后,每批钢管都要进行严格的检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产;
11、焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除;
12、带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查;
13、每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录;
14、管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。

防腐螺旋钢管厂家清除内毛刺技术难度大,由于去内毛刺的装置在钢管内部,工作环境很差,看不见,摸不到,它受到带钢精度、机组设备精度、成形工艺、焊缝形状等影响,往往得不到保证。国外资料报导,内孔在14㎜以上的防腐螺旋钢管都可以去除内毛刺,实际上内孔25mm以下的内毛刺清除就很困难了。国内技术一般在内孔50mm以上较大直径的焊接钢管可以清除内毛刺。
毛刺宽度通常在0.5~3mm左右,内毛刺高度是不均的,一般为0.2~0.6mm。个别高度可达1mm以上。外毛刺一般用刨削法清除,而内毛刺在钢管内空间小,清除技术难度增加。由于内毛刺的存在,当钢管再进行冷拔或冷轧精加工时,会在钢管内表面形成裂纹、折叠或划痕。因此对于精密焊管,不清除内毛刺就无法达到内表面质量要求,也无法进行后步工序加工。

螺旋钢管与市场上现有的其他钢管相比,螺旋钢管具有承受高压的能力。在相同的压力条件下,螺旋焊缝的应力要比直焊缝低,约为直焊管的75%至90%。螺旋管用于许多不同的目的。它们在许多情况下用作电弧焊管,高频或低频电阻焊管,气焊管,熔炉焊管或邦迪管。
螺旋钢管焊缝呈螺旋线分布,焊缝长,尤其是处于动态条件下焊接时,焊缝还来不及冷却就离开了成型点,易产生焊接热裂纹。裂纹的方向和焊缝平行,和钢管轴线成一定夹角,一般在30-70°之间。这个角度刚好与剪切破坏角度相一致,因此其抗弯、抗拉、抗压和抗扭性能远不如直缝埋弧焊管,同时由于焊接位置限制,产生的马鞍形和鱼脊形焊缝影响美观。另外,施工过程中,螺旋焊母管节点处的相贯线焊缝割裂了螺旋缝,产生较大的焊接应力,因而大大削弱构件的安全性能,因此应加强螺旋焊管焊缝的无损检测力度,确保焊接质量,否则在重要的钢结构场合不宜使用螺旋埋弧焊管。螺旋焊接钢管生产厂家为了提高管道的寿命,制作出来就会对其表面进行加工处理,也是生产的一个步骤。我们常使用的方法有清洗、工具除锈、酸洗、喷抛丸除锈四类。清洗主要是将附着在螺旋管表面的油脂、灰尘、润滑剂等物质,如果通过清洗不能完成的物质那么会选择酸洗,其中又分为化学和电解两种,对管道有防腐的作用。如果管材表面生锈螺旋管厂家采用工具除锈,用钢丝刷来清洗打磨表面处理,钢管表面如附着特别牢固的氧化皮,有可能借助工具除锈也不能处理干净,需寻找别的方法。 一种解决螺旋管表面质量的方法就是喷抛丸除锈,通过大功率电机带动叶片高速旋转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力作用下对钢管表面进行喷抛射处理,可起到除锈的作用。
http://www.shuangqing88.com