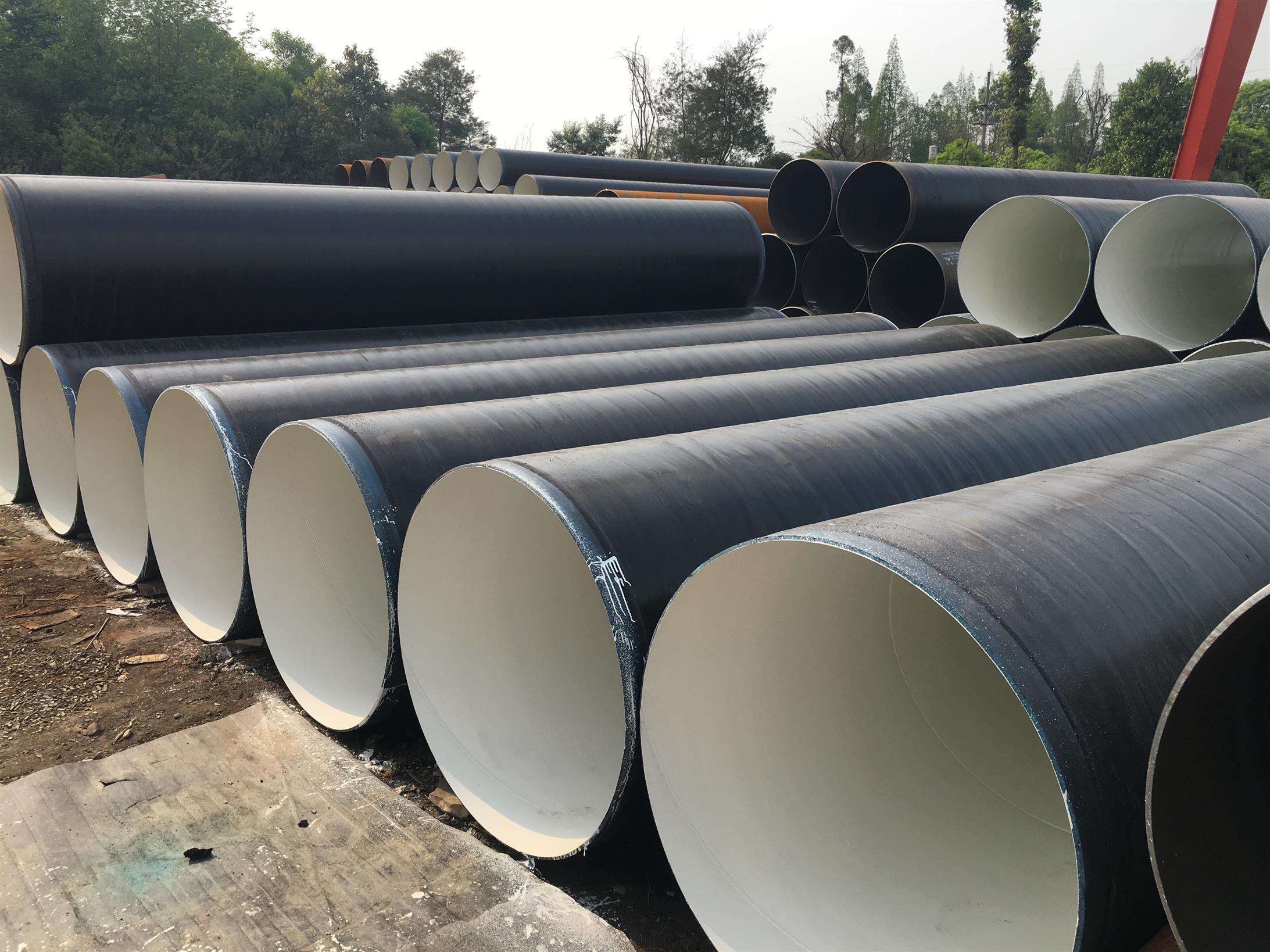
螺旋钢管防腐钢管
质量等级正品(受理质量异议)
加工服务定制样品
配送服务可配送到厂
货物销售类型现货
计重方式过磅
产品表面描述光滑
型钢螺旋钢管
生产方式热扎
销售方式厂家直发
记重方式过磅或者理计
公称直径DN200(更多见下方附件一)
长度6米或12米
螺旋钢管的工艺都是双面埋弧焊接,双面埋弧焊技术是在1940年发明并使用的,它的焊接过程与手工焊接有相同的地方,是利用渣保焊,螺旋钢管埋弧焊与手工焊不同的地方就是焊丝和焊剂分离,手工焊是焊丝焊剂一起的。焊丝采用盘状,即整盘使用,可连续也可间断,从某种意义上说螺旋钢管能够把焊丝做到一毫米也不浪费,焊丝工作时是在焊剂的包围的内部进行焊接所以叫埋弧焊接,这样焊接出来的质量高,螺旋钢管对焊丝和焊剂的选择要求较高,原材料不同材质对应不同的焊丝焊剂,尤其是在目前生产高标准螺旋钢管的情况下,更得选择合适的焊丝和焊剂了。
螺旋钢管钢质管道腐蚀的分类和破坏形式 金属管道腐蚀的现象与机理比较复杂,常用的分类方法如下:按腐蚀的环境分类,可分为化学介质腐蚀、大气腐蚀、海水腐蚀和土壤腐蚀等;按腐蚀过程的特点和机理分类,可分为化学腐蚀(包括气体腐蚀和非电解质溶液中的腐蚀)、电化学腐蚀、物理腐蚀等。 金属管道腐蚀的破坏形式,有均匀腐蚀和局部腐蚀两大类,均匀腐蚀是在整个金属管道表面均匀地发生腐蚀,均匀腐蚀一般危险性较小。局部腐蚀是整个金属管道局限于一定的区域腐蚀,而其他部位则几乎未被腐蚀,局部腐蚀包括小孔腐蚀、斑点腐蚀、电偶腐蚀、应力腐蚀破裂、晶间腐蚀、磨损腐蚀、氢脆、腐蚀等。管道局部腐蚀的危害性很大,容易被人们所忽视。在我国因管道局部腐蚀使燃气、给水管道被破坏造 员伤亡、财产损失的现象时有发生。
防腐螺旋钢管厂家底漆的质量控制流程:
1、螺旋钢管的表面处理应干净彻底。防腐用底漆和面漆的层数和颜色应符合设计要求。厚度应符合测厚仪测量的设计要求;
2、认真组织工序交接,前一道工序不合格,下一道工序禁止施工,并及时办理工序交接手续;
3、防腐用涂料材料和颜色应根据设计院的要求选择。该产品必须有批准证书。在保质期内,油漆和防腐材料应根据制造商的要求和一般施工要求进行混合。油漆在使用前应进行颜色编码。防腐螺旋钢管检验现场;
4、除锈后,应对螺旋钢管表面进行自检。检验合格后,进行联合检验。只有在通过检查后,才能涂漆。所有链接都应具有良好的质量;
5、防腐螺旋钢管涂漆后,油漆表面应平整光滑,色调一致;
6、严格控制防腐钢管的生产过程。每道工序必须符合质量标准,并做好自检记录,确保防腐钢管生产过程的可追溯性;
7、生产防腐螺旋钢管时,必须在每道油漆涂刷前清洁表面,以保证表面无污垢和灰尘。只有在表面清理干净后,才能涂上油漆;
8、防腐螺旋钢管制造商完善的质量保证体系使工程质量得到控制。

防腐螺旋钢管厂家在防腐螺旋钢管工程上,工艺操作参数不宜直接作为压力管道的设计条件,要考虑工艺操作的波动、相连设备的影响、环境的影响等因素,而在工艺操作参数的基础上给出一定的安全裕量作为设计条件。

防腐螺旋钢管厂家防腐螺旋钢管的存放问题:
1、施工时候应该查看地下水和雨水是否接触过管道,若水接触到管道后该把管道外套做干燥处理;
2、在安装管材的同时,应该做到轻装轻放、禁止撞击和坠落;
3、保温管道的保温层禁止和燃烧的火相碰撞,防止保温层被烧落;
4、管材管件应该储存在相对比较平整的地面,整齐码放,码放的高度不要超过1.5米。

防腐螺旋钢管厂家设计压力确定:考虑介质的静液柱压力等因素的影响,设计压力一般应略高于由(或)外压与温度构成的苛刻条件下的工作压力。a. 一般情况下螺旋管管道元件的设计压力确定一般情况下,为了操作上的方便,在此不妨采用压力容器的做法,即在相应工作压力的基础上增加一个裕度系数。
螺旋焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。按焊缝形状可分为直缝焊管和螺旋焊管。电焊钢管用于石油钻采和机械 制造业等。炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。焊接钢管比无缝钢管成本低、生产效率高 螺旋焊管采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。法兰连接焊接钢管的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根钢管后,每批钢管都要进行严格的检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。每根钢管经过静水压试验,压力采用径向密封。
http://www.shuangqing88.com