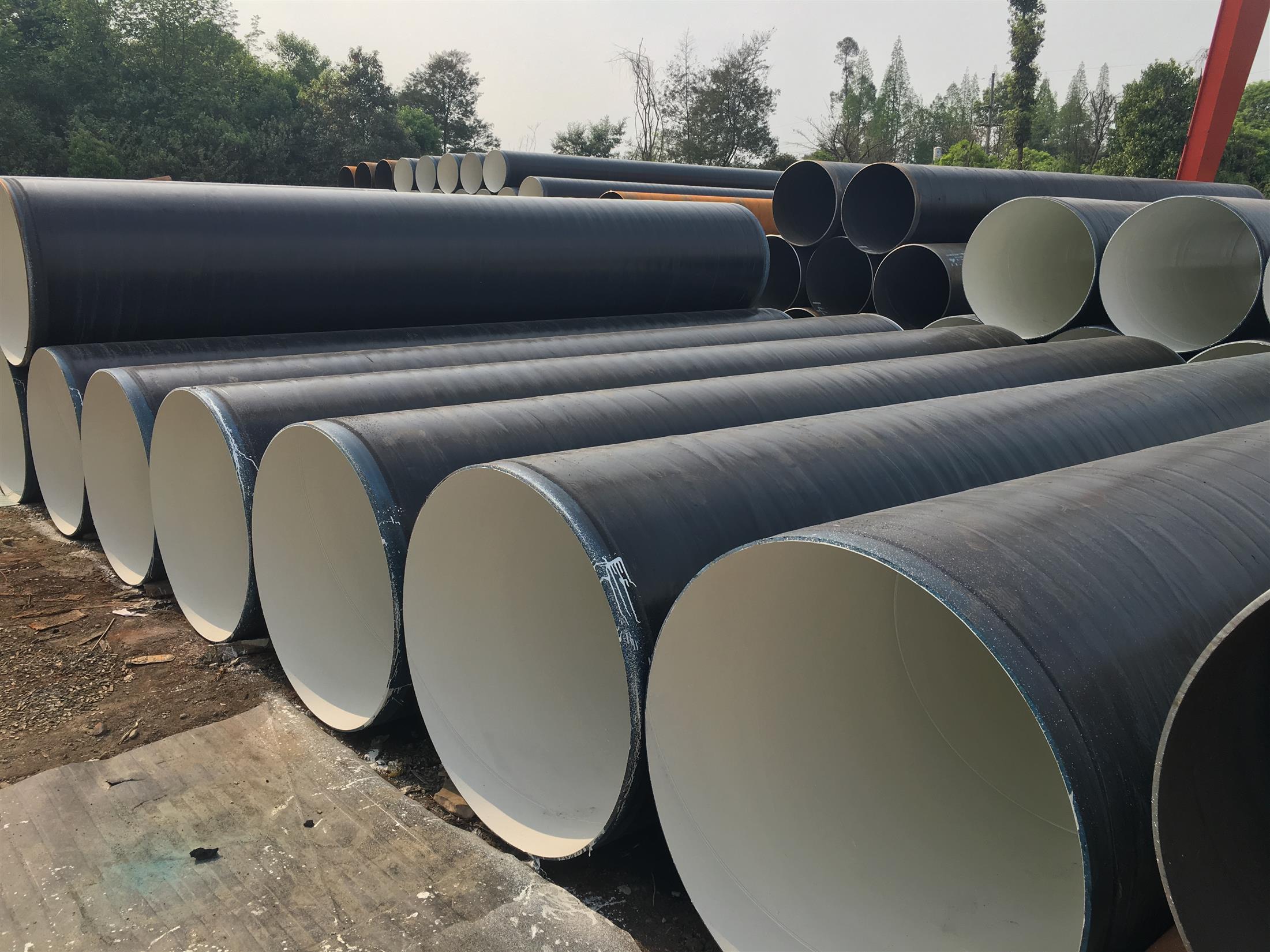
螺旋钢管防腐钢管
质量等级正品(受理质量异议)
加工服务定制样品
配送服务可配送到厂
货物销售类型现货
计重方式过磅
产品表面描述光滑
型钢螺旋钢管
生产方式热扎
销售方式厂家直发
记重方式过磅或者理计
公称直径DN200(更多见下方附件一)
长度6米或12米
螺旋钢管管材的优势, 厚壁钢管表面坚固的氧化膜使不锈钢在包括软水在内的所有水质中都具有优异的耐腐蚀性,即使埋地使用也有优良的耐蚀性,而且还有很好的耐冲蚀性能。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。螺旋管及其标准分类:承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管(SY5038-83),用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用
螺旋钢管是一种笼统的叫法,一般是指直径大于1米的螺旋钢管。螺旋钢管是用钢带经过弯曲成型,然后经焊接制成。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为12米,常要求定尺交货。大口径螺旋钢管在生产时,错边时有发生,其影响因素很多。在生产实践中,往往由干错边超差而使钢管降级。因此分析大口径螺旋钢管错边产生的原因及其预防措施是很有必要的。钢带的镰刀弯是造成钢管错边的主要因素。在螺旋焊管成型中,钢带的镰刀弯会不断地改变成型角,导致焊缝间隙变化,从而产生开缝,错边甚至搭边。严重影响了钢管的质量,故观测钢带卷开卷后的镰刀弯情况,通过控制立辊使圆盘剪能切除部分镰刀弯以及成型角的连续控制和纠偏是在生产过程中减少钢带镰刀弯产生错边的有效办法。
螺旋钢管主要特点:钢管内外壁高精度、高光洁度,热处理后钢管无氧化层,内壁清洁度高,钢管承受高压,冷弯不变形,扩口、压扁无裂缝,能作各种复杂变形及机械加工处理。钢管颜色:白中带亮,具有较高金属光泽。

螺旋焊管统称的种类:螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊管。1.承压流体输送,用螺旋缝埋弧焊钢管SY5036-83,主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管SY5038,用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管SY5037,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。??现在螺旋钢管的常用标准一般分为:SY/T5037(部标、也叫普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1(国标、也叫石油天然气工业输送钢管交货技术条件部分:A级钢管(到目前要求严格的有GB/T9711.2 B级钢管))、API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、SY/T5040(桩用螺旋焊缝钢管)。SY/T5037是石油部设标准一般都称做部标GB9711.1国标螺旋管,石油天然气工业输送钢管。gzx
输水用螺旋钢管的焊缝比直缝管长,如管长为L,则焊缝长度为L/cos(θ)。而钢管缺陷的绝大部分集中在焊缝及热影响区,焊缝长就意味着缺陷出现的概率大,这是长期制约螺旋焊管更加广泛应用的主要原因,也是长期以来争论不休的螺旋管与直缝管,特别是与UOE钢管相比谁更优越的问题。螺旋管制造技术发展到今天,我们应该全面地、正确地进行评价和比较,重新认识螺旋管焊缝较长的问题。先,由于缺陷与焊缝相平行,故对螺旋管来说,其焊缝的缺陷为“斜缺陷”。在使用过程中,钢管的主应力方向,即钢管轴线方向的当量缺陷长度比直缝管小;其次,由于管线钢均为轧制钢板,冲击韧性有较大的各向,顺轧制方向的CVN值可比垂直于轧制方向的CVN值高3倍。直缝管所受的主应力恰恰垂直于管材抗冲击能力低的方向,而螺旋管则错开了管材抗冲击能力低的方向,使螺旋管焊缝长的劣势转变成了优势。输水用螺旋管在生产时,错边时有发生,其影响因素很多。在生产实践中,往往由干错边超差而使钢管降级。因此分析螺旋管错边产生的原因及其预防措施是很有必要的。在螺旋管成型中,钢带的镰刀弯会不断地改变成型角,导致焊缝间隙变化,从而产生开缝,错边甚至搭边。严重影响了钢管的质量,故观测钢带卷开卷后的镰刀弯情况,通过控制立辊使圆盘剪能切除部分镰刀弯以及成型角的连续控制和纠偏是在生产过程中减少钢带镰刀弯产生错边的有效办法。

防腐螺旋钢管厂家清除内毛刺技术难度大,由于去内毛刺的装置在钢管内部,工作环境很差,看不见,摸不到,它受到带钢精度、机组设备精度、成形工艺、焊缝形状等影响,往往得不到保证。国外资料报导,内孔在14㎜以上的防腐螺旋钢管都可以去除内毛刺,实际上内孔25mm以下的内毛刺清除就很困难了。国内技术一般在内孔50mm以上较大直径的焊接钢管可以清除内毛刺。
毛刺宽度通常在0.5~3mm左右,内毛刺高度是不均的,一般为0.2~0.6mm。个别高度可达1mm以上。外毛刺一般用刨削法清除,而内毛刺在钢管内空间小,清除技术难度增加。由于内毛刺的存在,当钢管再进行冷拔或冷轧精加工时,会在钢管内表面形成裂纹、折叠或划痕。因此对于精密焊管,不清除内毛刺就无法达到内表面质量要求,也无法进行后步工序加工。

螺旋钢管用途:
螺旋钢管主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是我国开发的二十个重点产品之一。螺旋钢管作液体输送用:给水、排水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。
排水用螺旋焊接钢管焊缝表面和焊剂的清洁与干燥也是很必要的。钢板表面处理。为避免开卷矫平脱落的氧化铁皮等杂物进入成型工序,应设置板面清扫装置。热裂纹。在埋弧焊接中,焊道内可产生热裂纹,特别是在起弧和熄弧弧坑处容易发生裂纹。为这种裂纹,通常在起弧和熄弧处装有垫板,并在板卷对焊接结束时,可将螺旋钢管逆转而将焊进叠焊。热裂纹在焊缝应力很大的时候,或者焊缝金属内的si很高的时候容易产生。钢板板边处理。钢板板边应设置铁锈和毛刺装置,以减少产生气孔的可能。装置的位置好安装在铣边机和圆盘剪后,装置的结构是一边2个上下位置可调整间隙的主动钢丝轮,上下压紧板边。焊渣的卷入。卷入焊渣就是在焊缝金属中残存一部分焊渣。焊缝形貌。焊缝的成型系数过小,焊缝的形状窄而深,气体和夹杂物不容易浮出,易形成气孔和夹渣。一般焊缝成型系数控制在1.3-1.5,厚壁螺旋钢管取大值,薄壁取小值。焊透度不佳。内外焊缝金属重叠度不够,有时未焊透。这种情况叫做焊透度不足。减小次级磁场。为了减少磁偏吹的影响,应使工件上焊接电缆的连接位置仅可能远离焊接终端,避免部分焊接电缆在工件上产生次级磁场。
http://www.shuangqing88.com