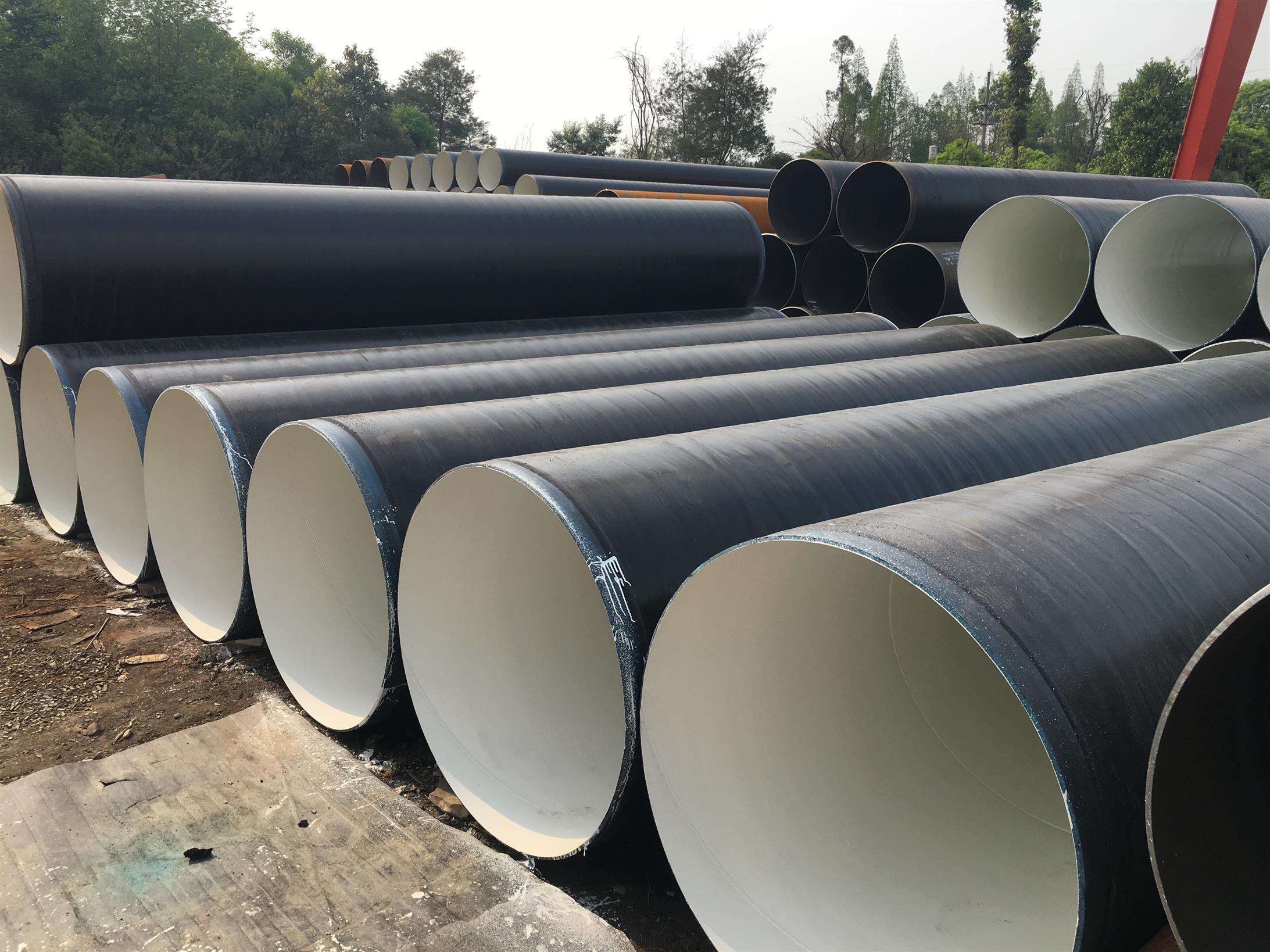
螺旋钢管防腐钢管
质量等级正品(受理质量异议)
加工服务定制样品
配送服务可配送到厂
货物销售类型现货
计重方式过磅
产品表面描述光滑
型钢螺旋钢管
生产方式热扎
销售方式厂家直发
记重方式过磅或者理计
公称直径DN200(更多见下方附件一)
长度6米或12米
螺旋钢管的工艺都是双面埋弧焊接,双面埋弧焊技术是在1940年发明并使用的,它的焊接过程与手工焊接有相同的地方,是利用渣保焊,螺旋钢管埋弧焊与手工焊不同的地方就是焊丝和焊剂分离,手工焊是焊丝焊剂一起的。焊丝采用盘状,即整盘使用,可连续也可间断,从某种意义上说螺旋钢管能够把焊丝做到一毫米也不浪费,焊丝工作时是在焊剂的包围的内部进行焊接所以叫埋弧焊接,这样焊接出来的质量高,螺旋钢管对焊丝和焊剂的选择要求较高,原材料不同材质对应不同的焊丝焊剂,尤其是在目前生产高标准螺旋钢管的情况下,更得选择合适的焊丝和焊剂了。
螺旋钢管钢质管道腐蚀的分类和破坏形式 金属管道腐蚀的现象与机理比较复杂,常用的分类方法如下:按腐蚀的环境分类,可分为化学介质腐蚀、大气腐蚀、海水腐蚀和土壤腐蚀等;按腐蚀过程的特点和机理分类,可分为化学腐蚀(包括气体腐蚀和非电解质溶液中的腐蚀)、电化学腐蚀、物理腐蚀等。 金属管道腐蚀的破坏形式,有均匀腐蚀和局部腐蚀两大类,均匀腐蚀是在整个金属管道表面均匀地发生腐蚀,均匀腐蚀一般危险性较小。局部腐蚀是整个金属管道局限于一定的区域腐蚀,而其他部位则几乎未被腐蚀,局部腐蚀包括小孔腐蚀、斑点腐蚀、电偶腐蚀、应力腐蚀破裂、晶间腐蚀、磨损腐蚀、氢脆、腐蚀等。管道局部腐蚀的危害性很大,容易被人们所忽视。在我国因管道局部腐蚀使燃气、给水管道被破坏造 员伤亡、财产损失的现象时有发生。
螺旋钢管堆放原则要求:
1、螺旋钢管堆码的原则要求是在码垛稳固、确保安全的前提下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止搅浑和相互侵蚀;
2、禁止在螺旋钢管垛位四周存放对钢材有侵蚀作用的物品;
3、螺旋钢管垛底应垫高、坚固、平整,防止材料受潮或变形;
4、同种材料按入库先后分别堆码;
5、露天堆放的螺旋钢管型钢,下面必需有木垫或条石,垛面略有倾斜,以利排水,并留意材料安放平直,防止造成弯曲变形;
6、螺旋钢管堆垛高度,人工功课的不超过1.2m,机械功课的不超过1.5m,垛宽不超过2.5m;
7、垛与垛之间应留有一定的通道,检查道一般为0.5m,出入通道视材料大小和运输机械而定,一般为1.5~2.0m;
8、露天堆放角钢和槽钢应俯放,即口朝下,工字钢应立放,钢材的I槽面不能朝上,以免积水生锈;
9、垛底垫高,若仓库为向阳的水泥地面,垫高0.1m即可;若为泥地,须垫高0.2~0.5m。若为露天场地,水泥地面垫高0.3~0.5m,沙泥面垫高0.5~0.7m。

防腐螺旋钢管厂家这里所说的设计条件主要是指设计压力和设计温度。防腐螺旋钢管管道的设计压力:应不低于正常操作时,由内压(或外压)与温度构成的苛刻条件下的压力。、

螺旋钢管有别于无缝管,容易理解。钢管中,直径很大的就要作成螺旋钢管了,是由钢带缠绕做成,焊缝也是螺旋形。焊管中,直径较小的可以使用带钢由联合制管机组联合完成(包括焊接和切断),焊缝是直缝,厚壁螺旋钢管管材的优势, 厚壁钢管表面坚固的氧化膜使不锈钢在包括软水在内的所有水质中都具有优异的耐腐蚀性,即使埋地使用也有优良的耐蚀性,而且还有很好的耐冲蚀性能。螺旋焊管的强度yi般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。螺旋钢管中自动超声波探伤,手工超声波探伤,工业电视X射线探伤,X射线拍片探伤四种方法在管端探伤的长短处。从而强调X射线拍片探伤在螺旋焊管设备焊缝探伤中的重要地位,以确保在一些诸如油,燃气等危险介质输送的螺旋埋弧焊压力管道的焊缝质量。钢护筒用螺旋钢管的用途很广泛,被用在建筑,港口机械,桩管以及 各种输送管线方面,其无损检测方法主要是自动超声波探伤,手工超声波探伤,工业电视X射线探伤和X射线拍片等,依照不同的要求和不同的标准,选用一种或多 种无损检测方法并来检测其焊缝质量。现用在诸如油,燃气等压力管道上的螺旋埋弧焊管,由于对焊缝质量要求颇高,往往是这四种无损检测方法同时并用,而焦点 往往又集中在管端探伤。因为管端探伤不仅具有管身探伤的特点,而且由于焊缝位置特别,对探伤来说难度高于管身,加上还有倒棱和扩径以及现场对接将再次施焊 等实际问题,因而管端探伤地位相当重要。在四种无损检测方法同时并用的情况下,如何突出重中之重,对于确实把握和控制埋弧螺旋焊管焊缝质量应该是有益的。gzx

使用螺旋钢管有很多优点。与纵向焊接管相比,螺旋焊接钢管具有较高的强度和耐用性。根据相关研究机构的测试,尽管螺旋焊管和直焊管(ER)属于同一钢种,但螺旋焊管具有更高的韧性。而且,螺旋管具有与无缝钢管和电阻焊管(ER)相同的高疲劳强度。尺寸精度是螺旋钢管的重要特征。通常,直径公差小于0.12%,挠度小于1/2000,椭圆小于1%。
螺旋钢管焊缝呈螺旋线分布,焊缝长,尤其是处于动态条件下焊接时,焊缝还来不及冷却就离开了成型点,易产生焊接热裂纹。裂纹的方向和焊缝平行,和钢管轴线成一定夹角,一般在30-70°之间。这个角度刚好与剪切破坏角度相一致,因此其抗弯、抗拉、抗压和抗扭性能远不如直缝埋弧焊管,同时由于焊接位置限制,产生的马鞍形和鱼脊形焊缝影响美观。另外,施工过程中,螺旋焊母管节点处的相贯线焊缝割裂了螺旋缝,产生较大的焊接应力,因而大大削弱构件的安全性能,因此应加强螺旋焊管焊缝的无损检测力度,确保焊接质量,否则在重要的钢结构场合不宜使用螺旋埋弧焊管。螺旋焊接钢管生产厂家为了提高管道的寿命,制作出来就会对其表面进行加工处理,也是生产的一个步骤。我们常使用的方法有清洗、工具除锈、酸洗、喷抛丸除锈四类。清洗主要是将附着在螺旋管表面的油脂、灰尘、润滑剂等物质,如果通过清洗不能完成的物质那么会选择酸洗,其中又分为化学和电解两种,对管道有防腐的作用。如果管材表面生锈螺旋管厂家采用工具除锈,用钢丝刷来清洗打磨表面处理,钢管表面如附着特别牢固的氧化皮,有可能借助工具除锈也不能处理干净,需寻找别的方法。 一种解决螺旋管表面质量的方法就是喷抛丸除锈,通过大功率电机带动叶片高速旋转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力作用下对钢管表面进行喷抛射处理,可起到除锈的作用。
http://www.shuangqing88.com