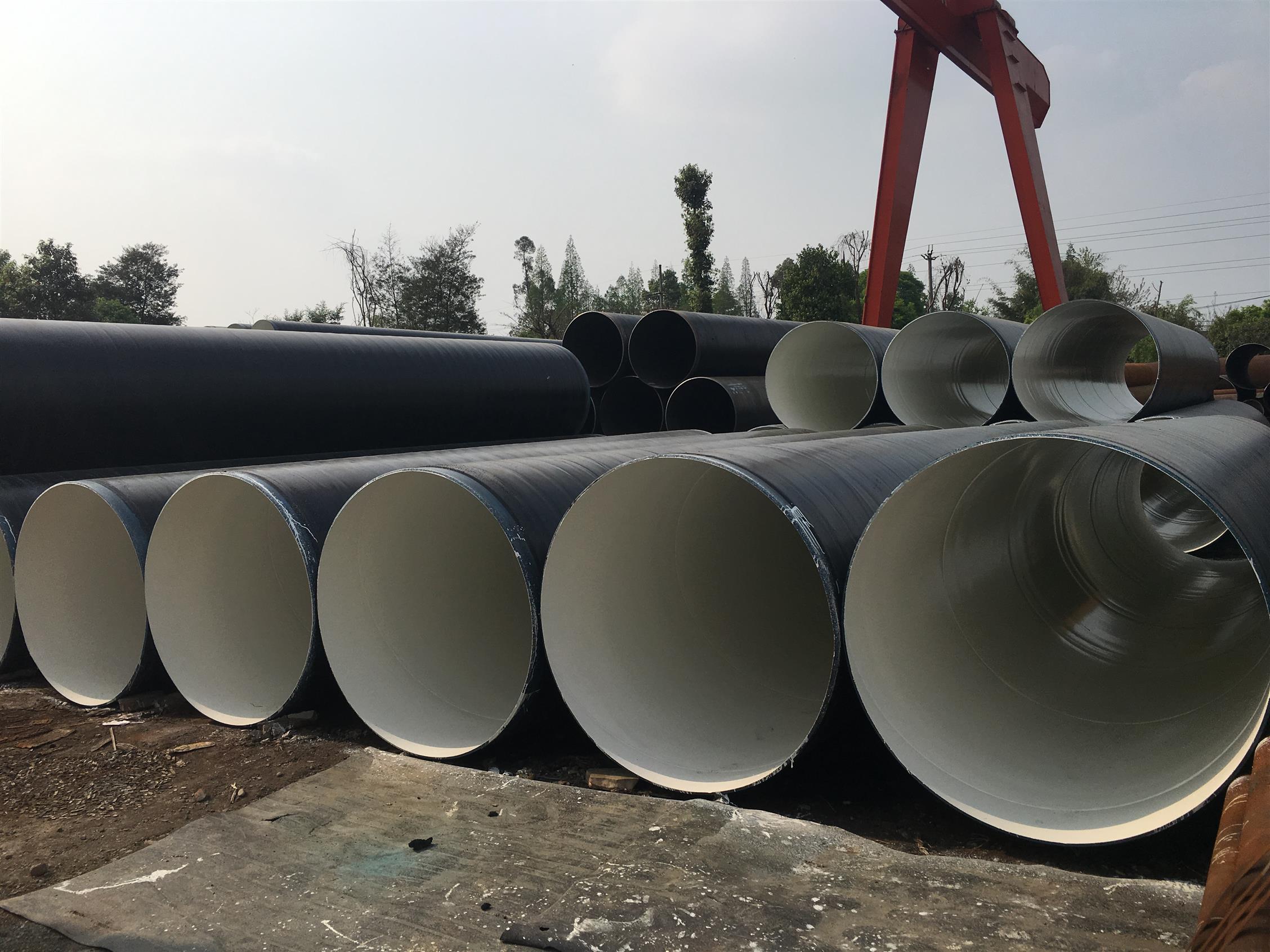
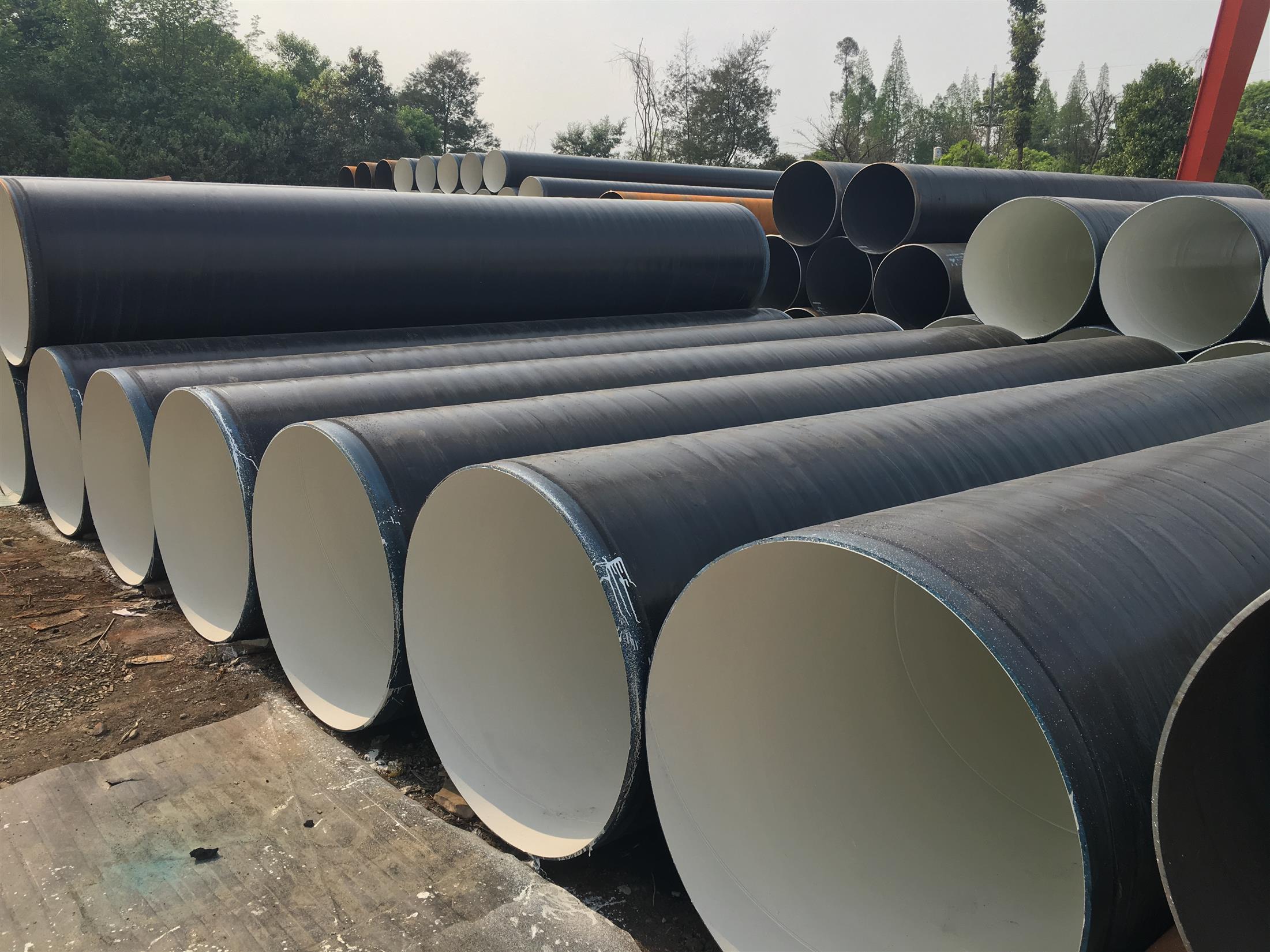
螺旋钢管防腐钢管
质量等级正品(受理质量异议)
加工服务定制样品
配送服务可配送到厂
货物销售类型现货
计重方式过磅
产品表面描述光滑
型钢螺旋钢管
生产方式热扎
销售方式厂家直发
记重方式过磅或者理计
公称直径DN200(更多见下方附件一)
长度6米或12米
一般的螺旋钢管的出产技术可以分为冷拔与热轧两种,冷轧螺旋钢管的出产流程一般要比热轧要凌乱,管坯先要进行三辊连轧,揉捏后要进行定径测验,假设表面没有照应裂纹后圆管要通过割机进行切开,切开成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是不是有许多的起泡发作,假设有许多的起泡发作阐明钢管的质量达不到照应的标准。外观上冷轧螺旋钢管要短于热轧螺旋钢管,冷轧螺旋钢管的壁厚一般比热轧螺旋钢管要小,但是表面看起来比厚壁螺旋钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。热轧螺旋钢管的交货情况一般是热轧情况通过热处理后进行交货。热轧螺旋钢管在通过质检后要通过工作人员的严峻的手艺挑选,在质检后要进行表面涂油,然后紧接着是屡次的冷拔试验,热轧处理后要进行穿孔的试验,假设穿孔扩径过大就要进行矫直纠正。在矫直后再由传送设备传送到探伤机进行探伤试验,终究贴上标签、进行标准编排后放置到到库房当中。
供水用螺旋钢管一般是用Q235碳素钢为原料加工生产的,由于其具有较大的机械强度,可以承受较大的内外压力,可以制作成直径超过800 mm的输水管道,是目前我国为常用的大口径埋地管道之一。螺旋焊管作为钢管钢铁商品的重要组成部分,在国民经济开展中发挥着严重效果。目前全世界钢管职业开展的总趋势是:螺旋焊管产值增加速度要快于无缝钢管的增加速度;螺旋焊管产值在份额上要远远大于无缝钢管;在各个领域抢夺无缝管的商场;ERW螺旋焊管在产值上占主导地位,并且在油气长输管线、城市燃气管线的运用领域内向直缝埋弧焊管和螺旋埋弧焊管抢夺商场。螺旋焊接钢管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面,有其他工艺无法比拟的优势,可满足用户在螺旋钢管规格方面更多的要求。螺旋钢管的直径和尺寸规格范围要灵活掌握,利用自身具有的良好优势,们组更多用户的广泛需求,是螺旋钢管能够得到普及和推广。
防腐螺旋钢管厂家为确保总体质量,选择3PE防腐材料,更显示出他的重要性。防腐螺旋钢管的涂层目前所采用的成型方式是环氧粉末静电与热喷涂、中间胶粘剂与外层聚乙烯挤出机热挤出缠绕或挤压包覆成型。3PE防腐钢管三层结构聚乙烯防腐层(3PE)综合了熔结环氧粉末涂层和挤压聚乙烯两种防腐层的优良性质。

防腐螺旋钢管厂家底漆的质量控制流程:
1、螺旋钢管的表面处理应干净彻底。防腐用底漆和面漆的层数和颜色应符合设计要求。厚度应符合测厚仪测量的设计要求;
2、认真组织工序交接,前一道工序不合格,下一道工序禁止施工,并及时办理工序交接手续;
3、防腐用涂料材料和颜色应根据设计院的要求选择。该产品必须有批准证书。在保质期内,油漆和防腐材料应根据制造商的要求和一般施工要求进行混合。油漆在使用前应进行颜色编码。防腐螺旋钢管检验现场;
4、除锈后,应对螺旋钢管表面进行自检。检验合格后,进行联合检验。只有在通过检查后,才能涂漆。所有链接都应具有良好的质量;
5、防腐螺旋钢管涂漆后,油漆表面应平整光滑,色调一致;
6、严格控制防腐钢管的生产过程。每道工序必须符合质量标准,并做好自检记录,确保防腐钢管生产过程的可追溯性;
7、生产防腐螺旋钢管时,必须在每道油漆涂刷前清洁表面,以保证表面无污垢和灰尘。只有在表面清理干净后,才能涂上油漆;
8、防腐螺旋钢管制造商完善的质量保证体系使工程质量得到控制。

我公司研究和生产法兰钢管连接广泛应用于各种环境下的长距离供排水、排沙、输泥、疏浚、吹填等系列水利工程。疏浚行业业内普遍认为螺旋管材是长距离输水和固液混合体输送工程的佳管材。沧州龙都管业生产的排沙输泥管道产品已被国内上百家客户使用,并远销日本、马来西亚、加拿大、南非、澳大利亚、印度、俄罗斯等国家。主要应用于疏浚工程:江、河、湖、港口、码头等清淤工程输送泥沙。法兰连接就是把两个管道、管件或器材,先各自固定在一个法兰盘上,两个法兰盘之间,加上法兰垫,用螺栓紧固在一起,完成了连接。有的管件和器材已经自带法兰盘,也是属于法兰连接。法兰分螺纹连接(丝接)法兰和焊接法兰。低压小直径有丝接法兰,高压和低压大直径都是使用焊接法兰,不同压力的法兰盘的厚度和连接螺栓直径和数量是不同的。根据压力的不同等级,法兰垫也有不同材料,从低压石棉垫、高压石棉垫到金属垫都有。
沧州龙都管道有限公司主要生产:螺旋钢管、螺旋焊管、双面埋弧焊螺旋钢管,螺旋缝埋弧焊螺旋钢管大口径螺旋钢管、厚壁螺旋钢管、双面埋弧焊螺旋钢管、防腐钢管、保温钢管、螺旋管、螺旋焊管等产品。公司始建于2003年,占地200余万亩,总投资2.5亿元;2006年投资3.1亿元,兴建新厂区,占地500亩。二厂和德国合资,并引进了西德JCOE设备一套,在此基础上又自行研发了3套9条双面埋弧焊生产线,的设备获5项国家。至2007年底,公司年产量超60万吨。螺旋焊缝钢管 螺旋缝埋弧焊钢管
公司各种检测设备齐全,可生产直径325mm-1220mm、壁厚7mm-50mm双面埋弧直缝焊钢管。螺旋焊缝钢管 螺旋缝埋弧焊钢管
另外我公司自主创新,研制成功一条大口径热缩径热轧无缝化生产线,可用于电厂、水处理、中央空调、石油和中低压可燃性流体的输送管道、石油套管以及建设结构用管。螺旋焊缝钢管 螺旋缝埋弧焊钢管
生产:大口径厚壁直缝双面埋弧焊钢管(JOCE)螺旋钢管 螺旋焊管 大口径螺旋钢管 螺旋管
规格:Φ325-Φ1220,壁厚7-80(年生产能力60万吨)
执行标准:GB/T3091-2001、GB/T9711.1-1997、API。

大口径螺旋钢管与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊管。1. 承压流体输送,用螺旋缝埋弧焊钢管SY5036-83,主要用于输送石油、天然气的管线; 承压流体输送用螺旋缝高频焊钢管SY5038-83,用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型; 一般低压流体输送用螺旋缝埋弧焊钢管SY5037-83,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。 现在螺旋钢管的常用标准一般分为:SY/T5037-2000(部标、也叫 普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-1997(国标、也叫石油天然气工业输送钢管交货技术条件diyi部分:A级钢管(到目前要求严格的有GB/T9711.2 B级钢管))、API-5L(美国石油协会、也叫管线钢管;沧州龙都管道有限公司主要经营螺旋钢管,双面埋弧焊螺旋管,大口径螺旋管,大口径厚壁螺旋钢管,普通流体输送用螺旋管材质有Q235A,Q235B、20#、Q345(16Mn)等材质螺旋焊管;与L245(B)、L290(X42)、L320(X46)、L360(X52)、L390(X56)、L415(X60)、L450(X65)、L485(X70)、L555(X80) 等材质输送管道螺旋焊钢管。螺旋焊管统称的种类: 螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。其中分为PSL1和PSL2两个级别)、SY/T5040-2000(桩用螺旋焊缝钢管)。 SY/T5037-2000是石油部设标准一般都称做部标 GB9711.1-1997国标螺旋管,石油天然气工业输送钢管,A级 一般低压流体输送用螺旋缝高频焊钢管(SY5039-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接用于一般低压流体输送用螺旋缝高频焊钢管。 桩用螺旋焊缝钢管(SY5040-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁等基础桩用钢管。
螺旋钢管焊缝呈螺旋线分布,焊缝长,尤其是处于动态条件下焊接时,焊缝还来不及冷却就离开了成型点,易产生焊接热裂纹。裂纹的方向和焊缝平行,和钢管轴线成一定夹角,一般在30-70°之间。这个角度刚好与剪切破坏角度相一致,因此其抗弯、抗拉、抗压和抗扭性能远不如直缝埋弧焊管,同时由于焊接位置限制,产生的马鞍形和鱼脊形焊缝影响美观。另外,施工过程中,螺旋焊母管节点处的相贯线焊缝割裂了螺旋缝,产生较大的焊接应力,因而大大削弱构件的安全性能,因此应加强螺旋焊管焊缝的无损检测力度,确保焊接质量,否则在重要的钢结构场合不宜使用螺旋埋弧焊管。螺旋焊接钢管生产厂家为了提高管道的寿命,制作出来就会对其表面进行加工处理,也是生产的一个步骤。我们常使用的方法有清洗、工具除锈、酸洗、喷抛丸除锈四类。清洗主要是将附着在螺旋管表面的油脂、灰尘、润滑剂等物质,如果通过清洗不能完成的物质那么会选择酸洗,其中又分为化学和电解两种,对管道有防腐的作用。如果管材表面生锈螺旋管厂家采用工具除锈,用钢丝刷来清洗打磨表面处理,钢管表面如附着特别牢固的氧化皮,有可能借助工具除锈也不能处理干净,需寻找别的方法。 一种解决螺旋管表面质量的方法就是喷抛丸除锈,通过大功率电机带动叶片高速旋转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力作用下对钢管表面进行喷抛射处理,可起到除锈的作用。
http://www.shuangqing88.com