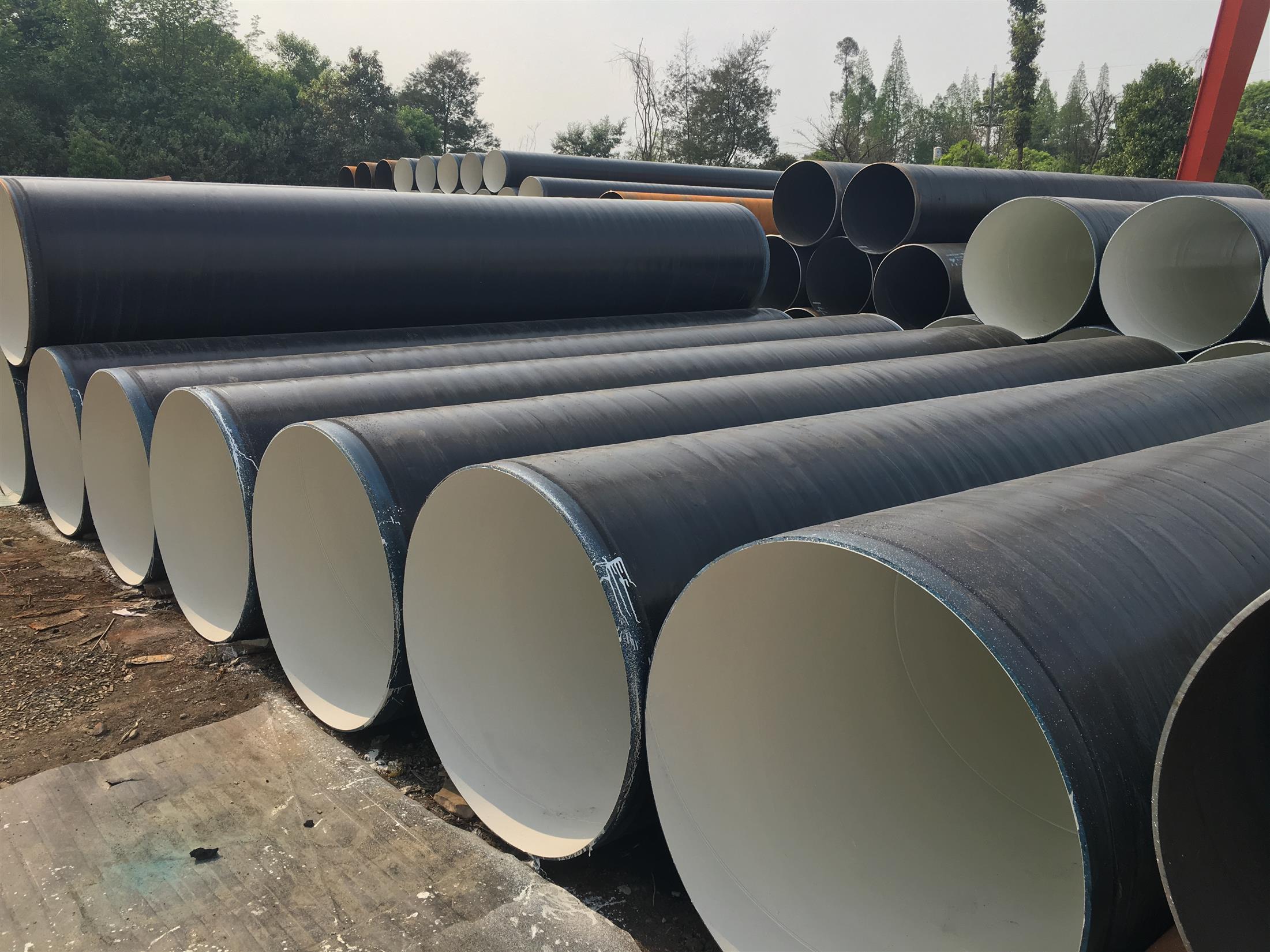
螺旋钢管防腐钢管
质量等级正品(受理质量异议)
加工服务定制样品
配送服务可配送到厂
货物销售类型现货
计重方式过磅
产品表面描述光滑
型钢螺旋钢管
生产方式热扎
销售方式厂家直发
记重方式过磅或者理计
公称直径DN200(更多见下方附件一)
长度6米或12米
螺旋钢管的工艺都是双面埋弧焊接,双面埋弧焊技术是在1940年发明并使用的,它的焊接过程与手工焊接有相同的地方,是利用渣保焊,螺旋钢管埋弧焊与手工焊不同的地方就是焊丝和焊剂分离,手工焊是焊丝焊剂一起的。焊丝采用盘状,即整盘使用,可连续也可间断,从某种意义上说螺旋钢管能够把焊丝做到一毫米也不浪费,焊丝工作时是在焊剂的包围的内部进行焊接所以叫埋弧焊接,这样焊接出来的质量高,螺旋钢管对焊丝和焊剂的选择要求较高,原材料不同材质对应不同的焊丝焊剂,尤其是在目前生产高标准螺旋钢管的情况下,更得选择合适的焊丝和焊剂了。
螺旋钢管钢质管道腐蚀的分类和破坏形式 金属管道腐蚀的现象与机理比较复杂,常用的分类方法如下:按腐蚀的环境分类,可分为化学介质腐蚀、大气腐蚀、海水腐蚀和土壤腐蚀等;按腐蚀过程的特点和机理分类,可分为化学腐蚀(包括气体腐蚀和非电解质溶液中的腐蚀)、电化学腐蚀、物理腐蚀等。 金属管道腐蚀的破坏形式,有均匀腐蚀和局部腐蚀两大类,均匀腐蚀是在整个金属管道表面均匀地发生腐蚀,均匀腐蚀一般危险性较小。局部腐蚀是整个金属管道局限于一定的区域腐蚀,而其他部位则几乎未被腐蚀,局部腐蚀包括小孔腐蚀、斑点腐蚀、电偶腐蚀、应力腐蚀破裂、晶间腐蚀、磨损腐蚀、氢脆、腐蚀等。管道局部腐蚀的危害性很大,容易被人们所忽视。在我国因管道局部腐蚀使燃气、给水管道被破坏造 员伤亡、财产损失的现象时有发生。
沧州龙都管道有限公司是河北大型螺旋钢管厂家,我厂生产的螺旋钢管规格型号齐全,大口径厚壁螺旋钢管,疏浚钢管 输泥钢管 输气钢管 输油钢管 打井钢管 打桩钢管 立柱钢管 打井螺旋钢管 花管 广告牌立柱螺旋钢管 水煤气输送钢管 水煤气输送管道 防腐保温管道 化工管道- 2003年正值钢铁行业蓬勃发展之际“龙都”迈入行业大门,开始在钢铁行业中寻求自己的发展契机,小心谨慎的进行着经验与实力的积累。龙都钢管有限公司于2005年正式投产,注册资金5000万元。其规模占地面积60000平方米,有螺旋钢管生产线4条、直缝焊管生产线2条。采用SY/T5037-2000石油天然气行业标准和GB/T9711.1-1997、GB/T9711.2-1997国家石油天然气工业标准生产直径159--2820mm壁厚3.5--26mm之间各种钢级双面埋弧焊螺旋钢管及直径57—630mm,壁厚3-16mm之间直缝焊接钢管,我们并代理包钢、天钢、成钢产碳钢无缝钢管以及合金无缝钢管,产品材质:Q235 、Q345、10#、20#、16Mn、27Sin、L245、L290、L360、X42、X52、X60、X65、X70、X80等。为方便客户我们可代客户在本地加工钢管防腐、钢管保温、管端法兰焊接等业务。随着二号车间的顺利竣工年生产能力达到200000吨。产品广泛用于石油、化工、电力、水利、矿山、钢结构等行业和天然气、煤气、蒸汽、采暖、基础打桩、建筑结构等领域,产品销往全国各地用于众多国家重点工程,并得到广大客户和各级的**与信赖,也带来了生意上的发展,完成了初的资本积累,更是今日发展的根源。
螺旋钢管生产工艺
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。
(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。
(9)采用空气等离子切割机将钢管切成单根。
(10)切成单根钢管后,每批钢管都要进行严格的shou检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
(11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。
(12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。
(13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。
(14)管端机械加工,使端面垂直度,坡口角和钝边得到准确控制

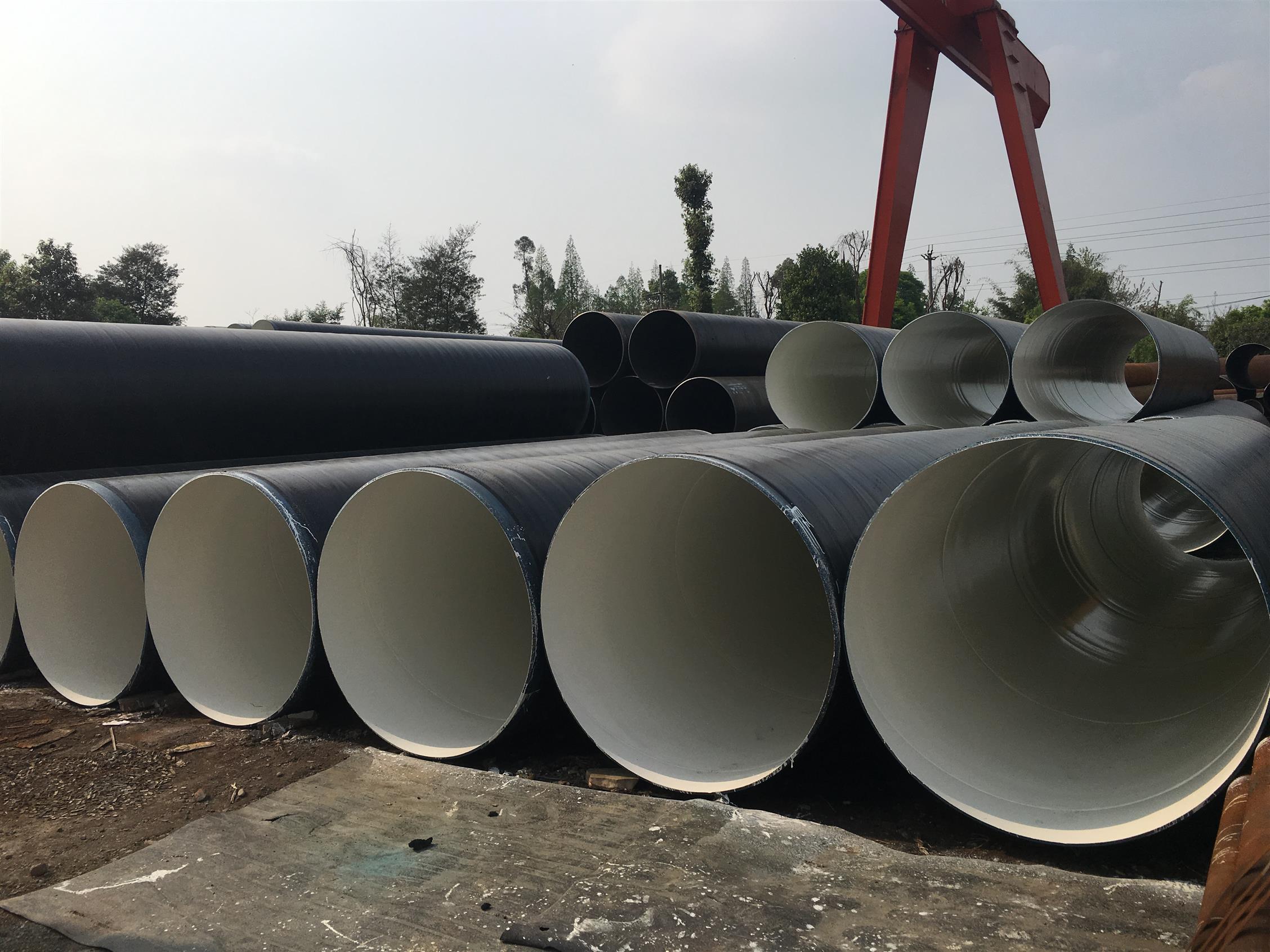
防腐螺旋钢管厂家,防腐螺旋钢管的制作工艺流程:
1、对防腐钢管进行检验,综合各种条件对钢管进行检验,使之符合制作保温钢管的条件。检查钢管有没有被腐蚀,检查并除去钢管上的绣;。
2、把除锈防腐后的钢管套在聚乙烯套管内,进行穿管成型。然就经过封头修补,在里面注入聚氨酯泡沫,要充分填满空隙,使之充分填充。检验防腐钢管,对制作完成的保温钢管进行成品的检验;
3、咱看看环氧树脂防腐螺旋钢管底漆用于供水管线内壁的防腐打底涂装,面漆用于供水管线内壁的防腐面漆。防腐螺旋管是指经过防腐工艺加工处理,可有效防止或减缓在运输与使用过程中发生化学或电化学反应发生腐蚀现象的钢制管道。环氧防腐螺旋钢管内腐蚀介质种类较多,有酸、碱、盐、氧化剂及水蒸气等,涂料必须具有化学惰性、耐酸碱盐腐蚀,涂膜应结构致密,防水渗透性好,附着力强、坚韧丰满。

防腐螺旋钢管厂家设计压力确定:考虑介质的静液柱压力等因素的影响,设计压力一般应略高于由(或)外压与温度构成的苛刻条件下的工作压力。a. 一般情况下螺旋管管道元件的设计压力确定一般情况下,为了操作上的方便,在此不妨采用压力容器的做法,即在相应工作压力的基础上增加一个裕度系数。

根据螺旋钢管质量检验结果,通常将螺旋钢管分为三类:合格品、返修品和废品。合格品指外观质量和内在质量符合有关标准或交货验收技术条件的螺旋钢管;返修品指外观质量和内在质量不完全符合标准和验收条体,但允许返修,返修后能达到标准和验收条件的螺旋钢管;废品指外观质量和内在质量不合格,不允许返修或返修后仍达不到标准和验收条件的螺旋钢管。
螺旋钢管焊缝呈螺旋线分布,焊缝长,尤其是处于动态条件下焊接时,焊缝还来不及冷却就离开了成型点,易产生焊接热裂纹。裂纹的方向和焊缝平行,和钢管轴线成一定夹角,一般在30-70°之间。这个角度刚好与剪切破坏角度相一致,因此其抗弯、抗拉、抗压和抗扭性能远不如直缝埋弧焊管,同时由于焊接位置限制,产生的马鞍形和鱼脊形焊缝影响美观。另外,施工过程中,螺旋焊母管节点处的相贯线焊缝割裂了螺旋缝,产生较大的焊接应力,因而大大削弱构件的安全性能,因此应加强螺旋焊管焊缝的无损检测力度,确保焊接质量,否则在重要的钢结构场合不宜使用螺旋埋弧焊管。螺旋焊接钢管生产厂家为了提高管道的寿命,制作出来就会对其表面进行加工处理,也是生产的一个步骤。我们常使用的方法有清洗、工具除锈、酸洗、喷抛丸除锈四类。清洗主要是将附着在螺旋管表面的油脂、灰尘、润滑剂等物质,如果通过清洗不能完成的物质那么会选择酸洗,其中又分为化学和电解两种,对管道有防腐的作用。如果管材表面生锈螺旋管厂家采用工具除锈,用钢丝刷来清洗打磨表面处理,钢管表面如附着特别牢固的氧化皮,有可能借助工具除锈也不能处理干净,需寻找别的方法。 一种解决螺旋管表面质量的方法就是喷抛丸除锈,通过大功率电机带动叶片高速旋转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力作用下对钢管表面进行喷抛射处理,可起到除锈的作用。
http://www.shuangqing88.com