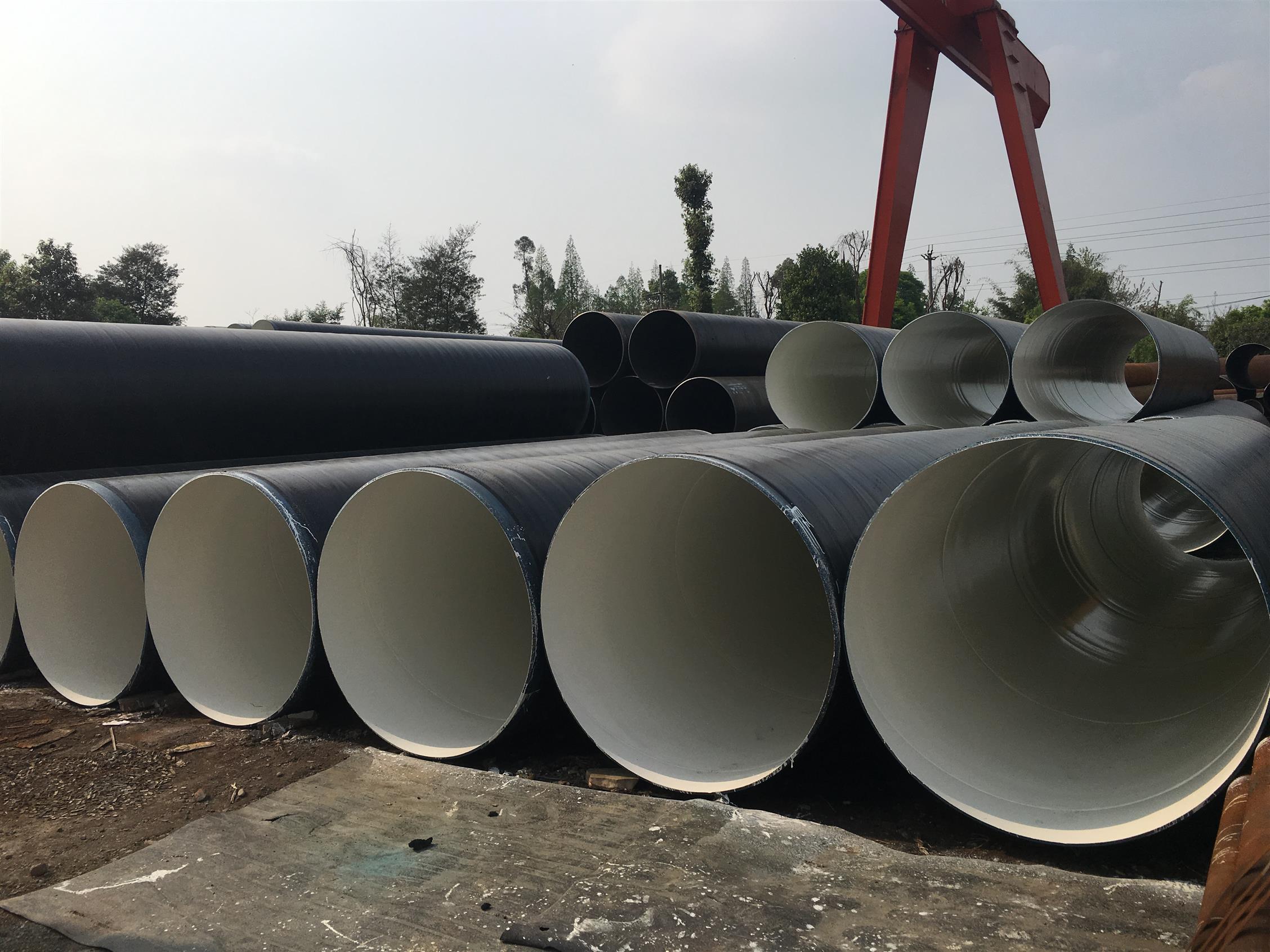
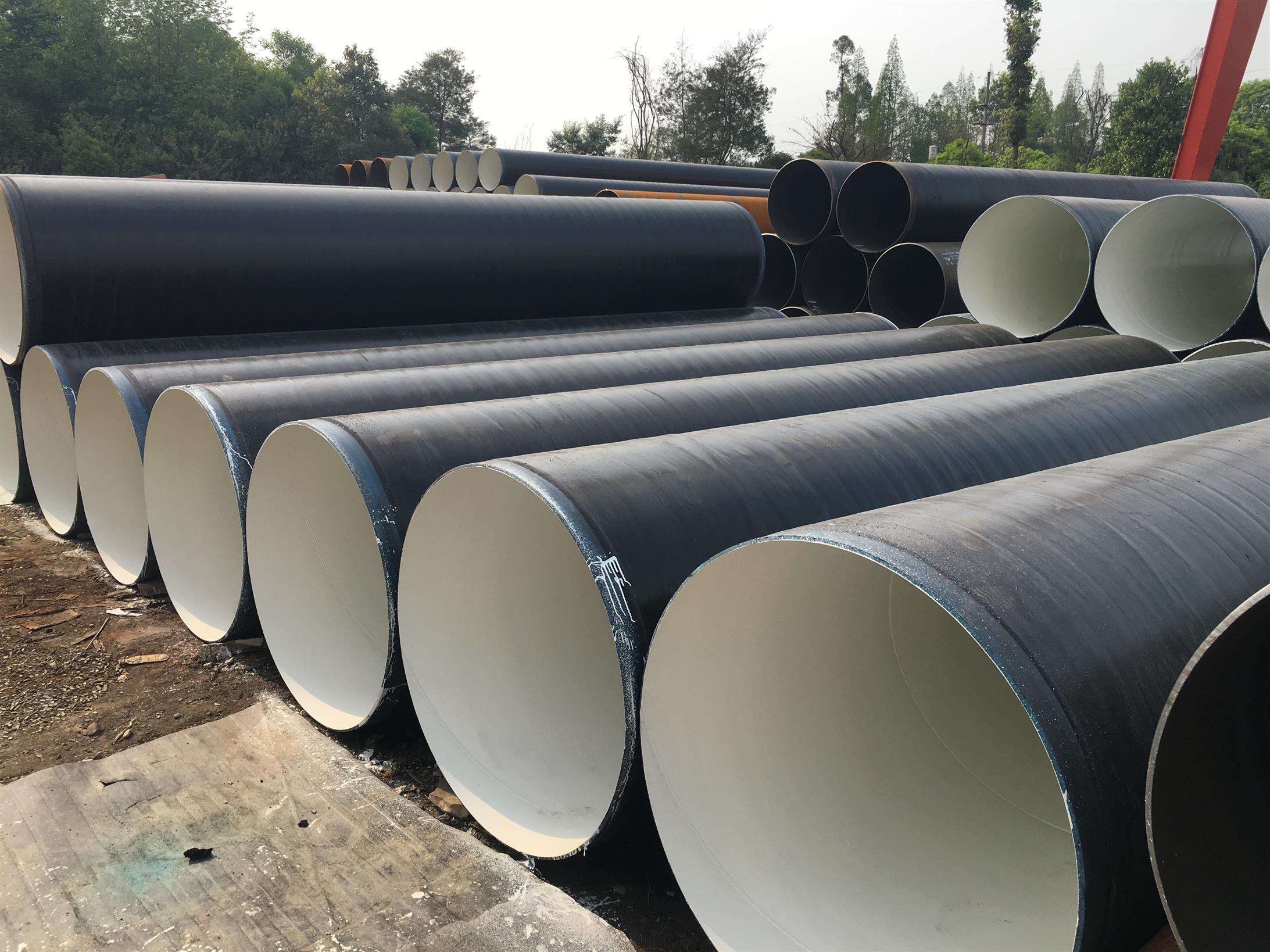
螺旋钢管防腐钢管
质量等级正品(受理质量异议)
加工服务定制样品
配送服务可配送到厂
货物销售类型现货
计重方式过磅
产品表面描述光滑
型钢螺旋钢管
生产方式热扎
销售方式厂家直发
记重方式过磅或者理计
公称直径DN200(更多见下方附件一)
长度6米或12米
双清螺旋管大型螺旋钢管生产厂家
螺旋钢管有别于无缝管,容易理解。钢管中,直径很大的就要作成螺旋钢管了,是由钢带缠绕做成,焊缝也是螺旋形。焊管中,直径较小的可以使用带钢由联合制管机组联合完成(包括焊接和切断),焊缝是直缝,厚壁螺旋钢管管材的优势, 厚壁钢管表面坚固的氧化膜使不锈钢在包括软水在内的所有水质中都具有优异的耐腐蚀性,即使埋地使用也有优良的耐蚀性,而且还有很好的耐冲蚀性能。螺旋焊管的强度yi般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。螺旋钢管中自动超声波探伤,手工超声波探伤,工业电视X射线探伤,X射线拍片探伤四种方法在管端探伤的长短处。从而强调X射线拍片探伤在螺旋焊管设备焊缝探伤中的重要地位,以确保在一些诸如油,燃气等危险介质输送的螺旋埋弧焊压力管道的焊缝质量。钢护筒用螺旋钢管的用途很广泛,被用在建筑,港口机械,桩管以及 各种输送管线方面,其无损检测方法主要是自动超声波探伤,手工超声波探伤,工业电视X射线探伤和X射线拍片等,依照不同的要求和不同的标准,选用一种或多 种无损检测方法并来检测其焊缝质量。现用在诸如油,燃气等压力管道上的螺旋埋弧焊管,由于对焊缝质量要求颇高,往往是这四种无损检测方法同时并用,而焦点 往往又集中在管端探伤。因为管端探伤不仅具有管身探伤的特点,而且由于焊缝位置特别,对探伤来说难度高于管身,加上还有倒棱和扩径以及现场对接将再次施焊 等实际问题,因而管端探伤地位相当重要。在四种无损检测方法同时并用的情况下,如何突出重中之重,对于确实把握和控制埋弧螺旋焊管焊缝质量应该是有益的。gzx

螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。
2.如间隙过小则造成邻近效应,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。
将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
螺旋钢管工艺特点:
a. 成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面具有其他工艺无法比拟的优势, 可满足用户在螺旋钢管规格方面更多的要求。
b. 采用的双面埋弧焊的工艺,可在佳位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量。
c. 对钢管进行的质量检查,使钢管生产的全过程均在有效的检测、之下,有效地保证了产品质量。
d. 整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由控制室对生产过程中的技术参数。
堆放原则要求
1、螺旋钢管堆码的原则要求是在码垛稳固、确保安全的前提下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止搅浑和相互侵蚀;
2、禁止在螺旋钢管垛位四周存放对钢材有侵蚀作用的物品;
3、螺旋钢管垛底应垫高、坚固、平整,防止材料受潮或变形;
4、同种材料按入库先后分别堆码;
5、露天堆放的螺旋钢管型钢,下面必需有木垫或条石,垛面略有倾斜,以利排水,并留意材料安放平直,防止造成弯曲变形;
6、螺旋钢管堆垛高度,人工功课的不超过1.2m,机械功课的不超过1.5m,垛宽不超过2.5m;
7、垛与垛之间应留有一定的通道,检查道一般为0.5m,出入通道视材料大小和运输机械而定,一般为1.5~2.0m;
8、露天堆放角钢和槽钢应俯放,即口朝下,工字钢应立放,钢材的I槽面不能朝上,以免积水生锈;
9、垛底垫高,若仓库为向阳的水泥地面,垫高0.1m即可;若为泥地,须垫高0.2~0.5m。若为露天场地,水泥地面垫高0.3~0.5m,沙泥面垫高0.5~0.7m。

沧州龙都管道有限公司是生产销售螺旋钢管,螺旋管,螺旋焊管大型企业之一,经过多年发展,在沧州地区形成了较大的规模,公司从美国引进的林肯自动双丝、双面埋弧焊螺旋管生产线七条,年产φ219-φ3500mm,壁厚5mm-25mm,材质为Q235A、Q235B,B20#,Q345,16Mn,L245,L290,L360,L485及X42—X80的螺旋焊管30万吨。
我公司生产大口径螺旋钢管全部采用SY/T5037-2000、GB/T9711.1-1997标准和APISpec5L标准产品广泛用于天然气、石油、化工、电力、热力、给排水、蒸汽供热、水电站用压力钢管、火力发电、水源等长距离输送管线及打桩、桥梁、钢结构等工程领域。、大口径排污螺旋钢管、螺旋钢管厂家。螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.主要生产流程如下:(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。(5)采用外控或内控辊式成型。(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。(9)采用空气等离子切割机将钢管切成单根。(10)切成单根钢管后,每批钢管头三根要进行严格的shou检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。(11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。(12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。(13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。(14)管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。

防腐螺旋钢管厂家产品简述:防腐管是指采用工艺对普通钢管进行防腐化处理,使钢管具有一定的防腐能力。一般用于防水,防锈,防酸碱,防氧化等,防腐钢管厂(防腐管)是指采用工艺对普通钢管进行防腐化处理,使钢管具有一定的防腐能力。一般用于防水,防锈,防酸碱,防氧化等。PE(聚乙烯)防腐管就是用科学的的工艺加工而成的管状物品,它广泛应用于石油输送管线、天然气输送管线、城市燃气输送管线、城市供水输送管线、水煤浆输送管线等方面。
目前对螺旋钢管生产高标准要求,各生产厂家对生产设备都有了大幅提高,生产国标标准螺旋钢管要想把合格率提高到98%及以上,必须用设备,做为设备必须带有铣边机,因为现阶段我国螺旋钢管焊接都是双面埋弧焊焊接,为了保证焊接效果理想,铣边机起了不可估量的作用,铣边机主要工作就是把原材料两边给弄整齐,再就是把焊接处弄成利于焊接的V字型,自动埋弧焊焊接螺旋钢管起来气孔少,焊透率高,夹杂少,给修补螺旋钢管的工人带来了大的便利,螺旋钢管外表面基本无补焊,无错边。输水用的管道就是螺旋焊管,用螺旋焊管是有道理的,因为螺旋焊管在输水管道上的使用,能够在的程度上防止水垢的产生,且经过输送的水,经,不锈钢材质也是目前的一种能够安全的、健康的植入人体的材料。输水管道的发展经历了几代的变换,其目的就是为了让市民能够持久的喝上干净、放心的引用水。听老辈人常谈,在以前的时代,人们多是喝河水、雨水、井水,在不卫生的同时,还要通过人力到很远的地方去挑水。随着国家的发展,直到工业化走入人们的生活,“自来水”这一新兴的概念进入了人心,由于它简便的操作和干净赢得了广大市民的心。然而,这样并不足以保证水质是的干净,因为在传输的过程中,使用久的管道往往会有很多的致病,随后在经过深研研究,认为螺旋焊管这种输水管是的选择。
http://www.shuangqing88.com