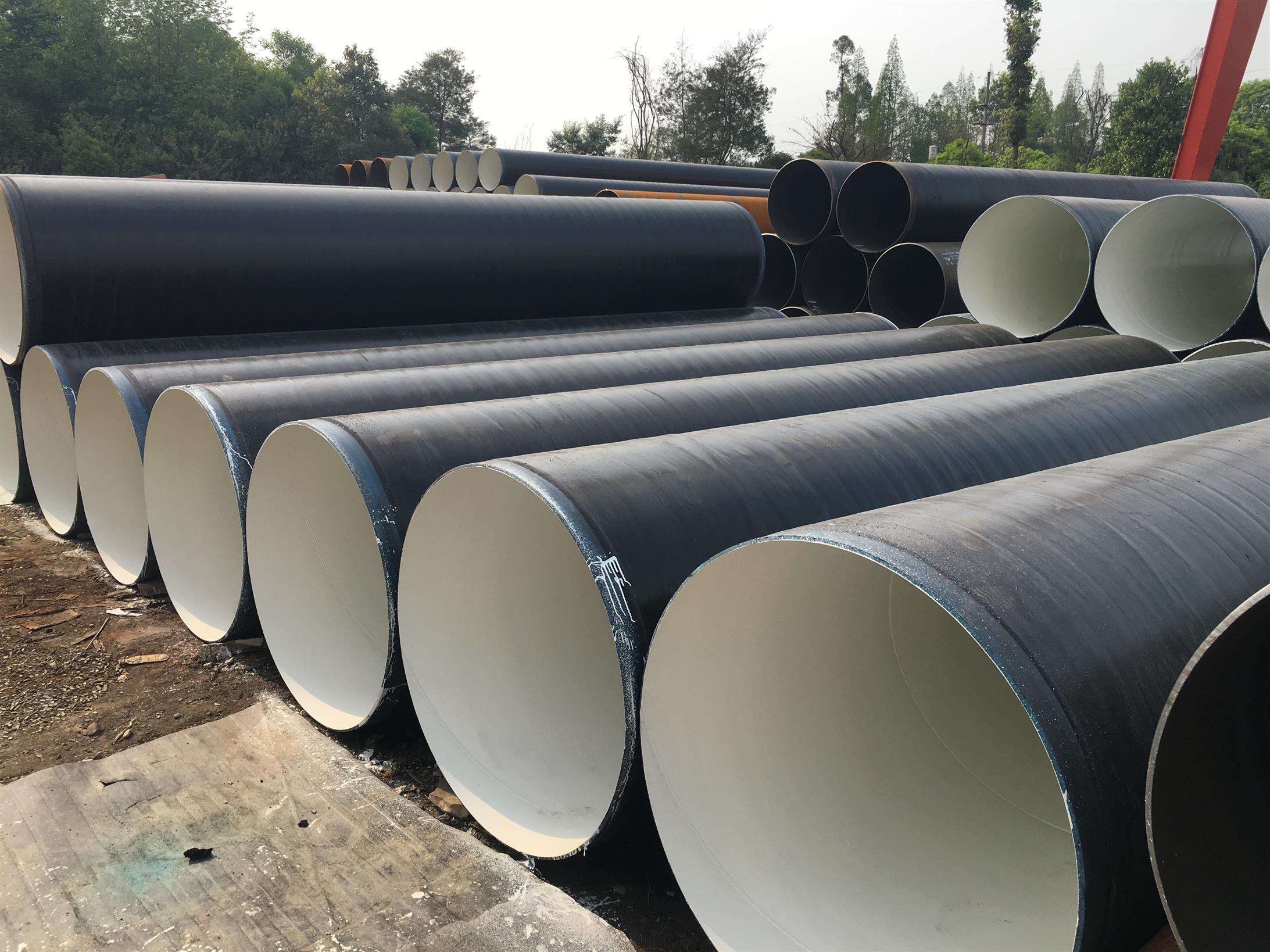
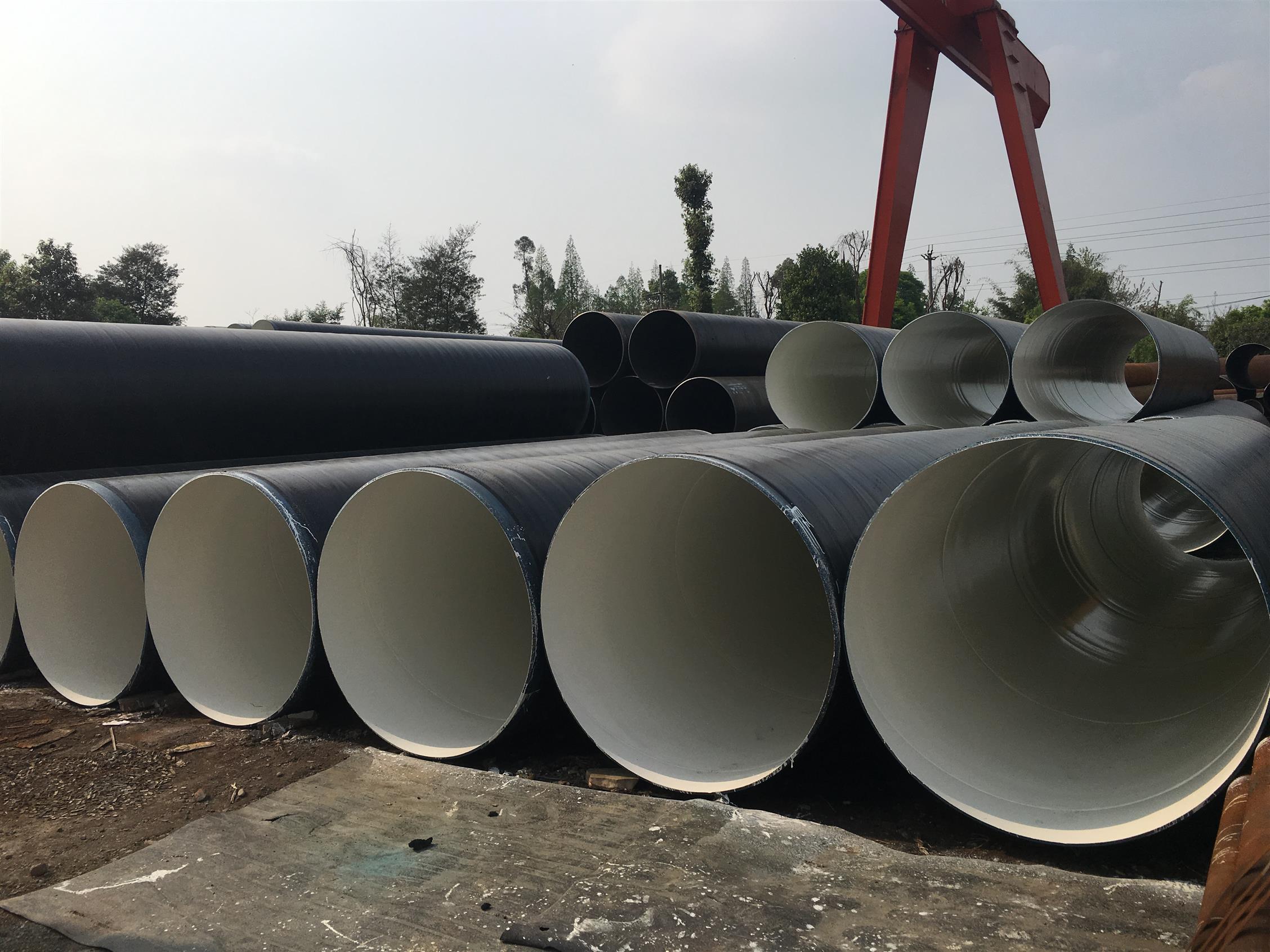
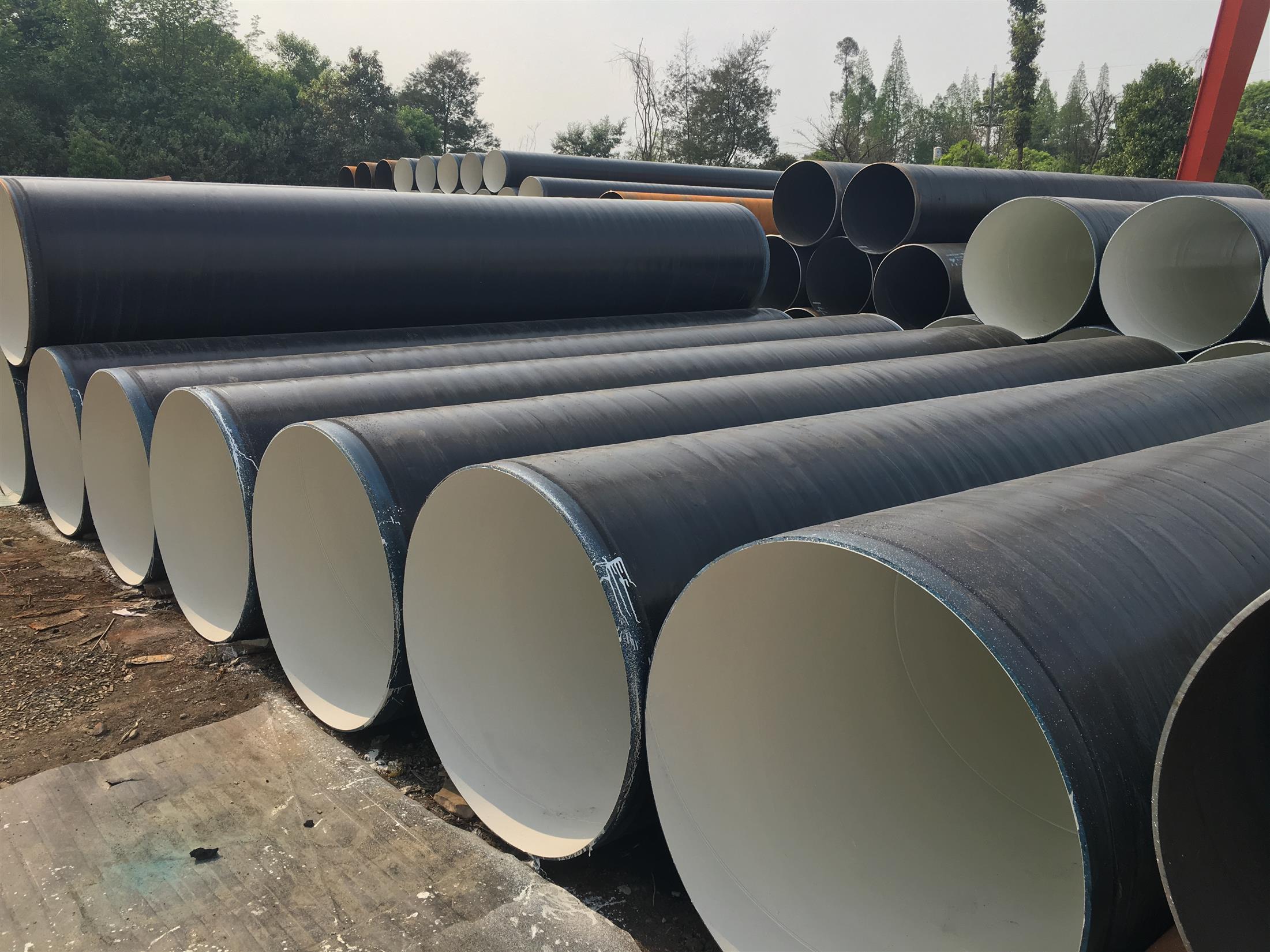
螺旋钢管防腐钢管
质量等级正品(受理质量异议)
加工服务定制样品
配送服务可配送到厂
货物销售类型现货
计重方式过磅
产品表面描述光滑
型钢螺旋钢管
生产方式热扎
销售方式厂家直发
记重方式过磅或者理计
公称直径DN200(更多见下方附件一)
长度6米或12米
螺旋钢管回收,良好的信誉赢得了众多客户的信赖,在回收行业具有良好的信誉选择我们,就是选择好。期待你的来电。公司是壹正规的回收公司,业务范围遍及全国各地
螺旋钢管是一种通过精拔或冷轧处理后的一种高精密的钢管材料。由于螺旋钢管内外壁无氧化层、高精度、高光洁度、承受高压无泄漏、冷弯不变形、扩口、压扁无裂缝等优点,所以用来生产气动或液压元件的产品,如气缸或油缸,可以是无缝管,也有焊接管。螺旋钢管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。

沧州龙都管道有限公司是生产销售螺旋钢管,螺旋管,螺旋焊管大型企业之一,经过多年发展,在沧州地区形成了较大的规模,公司从美国引进的林肯自动双丝、双面埋弧焊螺旋管生产线七条,年产φ219-φ3500mm,壁厚5mm-25mm,材质为Q235A、Q235B,B20#,Q345,16Mn,L245,L290,L360,L485及X42—X80的螺旋焊管30万吨。
我公司生产大口径螺旋钢管全部采用SY/T5037-2000、GB/T9711.1-1997标准和APISpec5L标准产品广泛用于天然气、石油、化工、电力、热力、给排水、蒸汽供热、水电站用压力钢管、火力发电、水源等长距离输送管线及打桩、桥梁、钢结构等工程领域。、大口径排污螺旋钢管、螺旋钢管厂家。螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.主要生产流程如下:(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。(5)采用外控或内控辊式成型。(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。(9)采用空气等离子切割机将钢管切成单根。(10)切成单根钢管后,每批钢管头三根要进行严格的shou检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。(11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。(12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。(13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。(14)管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。

螺旋钢管主要工艺特点:
1、成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面具有其他工艺无法比拟的优势, 可满足用户在螺旋钢管规格方面更多的要求;
2、采用的双面埋弧焊的工艺,可在佳位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量;
3、对钢管进行的质量检查,使钢管生产的全过程均在有效的检测、之下,有效地保证了产品质量;
4、整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由控制室对生产过程中的技术参数。

沧州龙都管道有限公司是河北大型螺旋钢管厂家,我厂生产的螺旋钢管规格型号齐全,大口径厚壁螺旋钢管,疏浚钢管 输泥钢管 输气钢管 输油钢管 打井钢管 打桩钢管 立柱钢管 打井螺旋钢管 花管 广告牌立柱螺旋钢管 水煤气输送钢管 水煤气输送管道 防腐保温管道 化工管道- 2003年正值钢铁行业蓬勃发展之际“龙都”迈入行业大门,开始在钢铁行业中寻求自己的发展契机,小心谨慎的进行着经验与实力的积累。龙都钢管有限公司于2005年正式投产,注册资金5000万元。其规模占地面积60000平方米,有螺旋钢管生产线4条、直缝焊管生产线2条。采用SY/T5037-2000石油天然气行业标准和GB/T9711.1-1997、GB/T9711.2-1997国家石油天然气工业标准生产直径159--2820mm壁厚3.5--26mm之间各种钢级双面埋弧焊螺旋钢管及直径57—630mm,壁厚3-16mm之间直缝焊接钢管,我们并代理包钢、天钢、成钢产碳钢无缝钢管以及合金无缝钢管,产品材质:Q235 、Q345、10#、20#、16Mn、27Sin、L245、L290、L360、X42、X52、X60、X65、X70、X80等。为方便客户我们可代客户在本地加工钢管防腐、钢管保温、管端法兰焊接等业务。随着二号车间的顺利竣工年生产能力达到200000吨。产品广泛用于石油、化工、电力、水利、矿山、钢结构等行业和天然气、煤气、蒸汽、采暖、基础打桩、建筑结构等领域,产品销往全国各地用于众多国家重点工程,并得到广大客户和各级的**与信赖,也带来了生意上的发展,完成了初的资本积累,更是今日发展的根源。
螺旋钢管生产工艺
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。
(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。
(9)采用空气等离子切割机将钢管切成单根。
(10)切成单根钢管后,每批钢管都要进行严格的shou检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
(11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。
(12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。
(13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。
(14)管端机械加工,使端面垂直度,坡口角和钝边得到准确控制
螺旋钢管焊缝呈螺旋线分布,焊缝长,尤其是处于动态条件下焊接时,焊缝还来不及冷却就离开了成型点,易产生焊接热裂纹。裂纹的方向和焊缝平行,和钢管轴线成一定夹角,一般在30-70°之间。这个角度刚好与剪切破坏角度相一致,因此其抗弯、抗拉、抗压和抗扭性能远不如直缝埋弧焊管,同时由于焊接位置限制,产生的马鞍形和鱼脊形焊缝影响美观。另外,施工过程中,螺旋焊母管节点处的相贯线焊缝割裂了螺旋缝,产生较大的焊接应力,因而大大削弱构件的安全性能,因此应加强螺旋焊管焊缝的无损检测力度,确保焊接质量,否则在重要的钢结构场合不宜使用螺旋埋弧焊管。螺旋焊接钢管生产厂家为了提高管道的寿命,制作出来就会对其表面进行加工处理,也是生产的一个步骤。我们常使用的方法有清洗、工具除锈、酸洗、喷抛丸除锈四类。清洗主要是将附着在螺旋管表面的油脂、灰尘、润滑剂等物质,如果通过清洗不能完成的物质那么会选择酸洗,其中又分为化学和电解两种,对管道有防腐的作用。如果管材表面生锈螺旋管厂家采用工具除锈,用钢丝刷来清洗打磨表面处理,钢管表面如附着特别牢固的氧化皮,有可能借助工具除锈也不能处理干净,需寻找别的方法。 一种解决螺旋管表面质量的方法就是喷抛丸除锈,通过大功率电机带动叶片高速旋转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力作用下对钢管表面进行喷抛射处理,可起到除锈的作用。
http://www.shuangqing88.com